



Централизованная система управления углеобогатительной фабрикой
Когда говорят о централизованной системе управления для углеобогатительной фабрики, многие сразу представляют себе комнату с большими экранами, где операторы нажимают кнопки. Это, конечно, часть правды, но лишь малая. На деле, если система не ?прокачана? через реальные технологические циклы — от дробления и грохочения до флотации и обезвоживания — она останется дорогой игрушкой. Частая ошибка — пытаться сразу охватить всё, от АСУ ТП до MES, не проработав базовый контур стабилизации ключевых параметров, например, плотности пульпы на флотации или нагрузки на дробилки. Это как строить дом с пятого этажа.
От идеи к ?железу?: где кроются подводные камни
Внедрение начинается не с выбора софта, а с аудита существующей инфраструктуры. Много раз видел, как современные контроллеры пытаются ?подружить? с релейной автоматикой 70-х годов, ещё работающей, но не имеющей даже нормального интерфейса для связи. Тут либо поэтапная модернизация, либо болезненный, но полный демонтаж старого. Компания Компания Уси Лунцзюнь Электрик (ООО) в таких случаях часто предлагает гибридные решения — их опыт, уходящий корнями в филиал завода 9759, позволяет находить нестандартные инженерные ходы, не требующие мгновенной остановки производства.
Ещё один нюанс — сенсоры. Казалось бы, датчики уровня, давления, расхода — всё стандартно. Но в условиях углеобогатительной фабрики, с постоянной вибрацией, влажностью и абразивной пылью, обычные приборы выходят из строя за месяцы. Приходится закладывать в спецификацию особое исполнение, дублирование критических точек измерения и, что важно, простые механические дублёры для визуального контроля оператором. Без этого любая, даже самая умная, централизованная система управления слепнет.
Связь. Прокладка оптоволокна в старых цехах — это отдельная эпопея. Где-то нельзя вести трассы, где-то их могут повредить техникой. Иногда выгоднее использовать беспроводные mesh-сети в отдельных сегментах, но тогда встаёт вопрос помех от мощного оборудования. Решения, которые мы обсуждали с инженерами с https://www.longjunpower-epct.ru, часто включали комбинированную топологию — это не из учебника, это именно из практики.
Программная платформа: что действительно нужно оператору?
Здесь много модных слов — цифровой двойник, предиктивная аналитика. Но на действующей фабрике первостепенное — это интуитивный и быстрый интерфейс аварийной сигнализации. Если у оператора при отказе насоса на обезвоживании всплывает десять окон с диагностикой, а не мигает конкретная иконка на мнемосхеме участка с чётким алгоритмом действий — система не работает. Мы однажды потратили кучу времени на настройку красивых трендов, а потом увидели, что старший мастер в цехе ведёт учёт простоев в потрёпанном бумажном журнале, потому что ?в компьютер лезть долго?.
Поэтому сейчас мы настаиваем на этапе опытной эксплуатации, когда интерфейсы и отчёты ?обкатываются? непосредственно с будущими пользователями — мастерами смен, технологами. Часто их мелкие замечания, вроде группировки параметров на одном экране по технологическому этапу, а не по типу сигнала, радикально меняют удобство работы. Компания Уси Лунцзюнь Электрик как раз разделяет этот подход, делая ставку на адаптацию под конкретный процесс, а не на продажу ?коробочного? продукта.
Интеграция с АСУТП смежных участков — тоже боль. Например, система управления фабрикой должна ?понимать?, что с участка подачи угля пришёл сигнал о изменении зольности сырца. Это должно автоматически корректировать уставки на флотационных машинах. На бумаге всё гладко, на практике протоколы обмена данными между разными поколениями оборудования могут быть несовместимы. Приходится писать шлюзы, а это — точки потенциального отказа и задержки данных.
Экономика и ?неочевидные? выгоды
Окупаемость централизованной системы управления углеобогатительной фабрикой считают обычно по экономии реагентов, электроэнергии и человеческого ресурса. Это верно. Но есть и менее заметные, но весомые статьи. Например, сокращение ?человеческого фактора? при пусконаладке после плановых остановок. Раньше запуск цепи мог занимать полсмены, теперь — час, потому что система сама проводит поэтапную проверку и выводит агрегаты на режим по заданному алгоритму. Это прямая экономия на простое.
Другое — документирование. Все действия, аварийные остановки, изменения параметров протоколируются автоматически. Это не только для отчётов, но и для разбора нештатных ситуаций. Можно точно установить, что сбой начался не с насоса, а, скажем, с залипания клапана на три часа раньше. Это бесценно для службы главного механика. На сайте longjunpower-epct.ru в описании кейсов есть пример, где такая детальная логировка помогла избежать повторения крупной аварии на сепарации.
И конечно, безопасность. Блокировки и разрешающие цепи, которые не позволят включить конвейер без работающей вентиляции или запустить дробилку с открытым люком. Это не просто софт, это жёстко прописанные в логику контроллеров функции, часто соответствующие категориям SIL. Их разработка и валидация — одна из самых сложных частей проекта.
Провалы и уроки: без этого никак
Не всё было гладко. Был случай, когда мы слишком увлеклись централизацией и завязали на один сервер управление всей цепью обезвоживания. Сервер ?лег? из-за сбоя блока питания — и участок встал на сутки, пока не развернули резервную конфигурацию. Урок жёсткий: критически важные контуры должны иметь локальную автономию. Централизованная система должна управлять, оптимизировать, но не быть единой точкой отказа для остановки производства.
Другой провал — недооценка обучения персонала. Мы установили суперсовременную систему, провели двухдневный инструктаж. А через месяц обнаружили, что операторы вручную фиксируют заслонки, потому что не доверяют автоматическому позиционеру, который однажды ?дёрнулся? из-за помехи в сигнале. Пришлось заново, уже на месте, вместе с ними разбирать каждый сбой, объяснять логику. Без доверия персонала любая автоматизация мертва.
Иногда проблема в излишней детализации. Поставили датчики на каждый подшипник главного привода — данные пошли валом, система генерировала десятки предупреждений о колебаниях температуры в пределах нормы. Полезный сигнал тонул в ?шумах?. Пришлось пересматривать пороги и алгоритмы фильтрации, оставив мониторинг только для критических узлов. Это та самая ?практическая настройка?, которую не сделать с пустого листа.
Взгляд вперёд: куда двигаться?
Сейчас тренд — это предиктивная аналитика. Не просто фиксация отказа, а прогноз, что подшипник на насосе циркулярного пульпопровода выйдет из строя через 200 часов работы. Но для этого нужна долгая история данных, причём ?чистых?, без артефактов. На старых фабриках её просто нет. Поэтому первый шаг — накопление этой базы через работающую централизованную систему управления. Это долгая игра.
Ещё одно направление — глубокая интеграция с системами диспетчеризации всего горно-обогатительного комбината. Чтобы фабрика не просто сама себя регулировала, а гибко реагировала на команды из ?верхнего? уровня о плане по сортам угля, поступающим с разных участков добычи. Это следующий уровень сложности, требующий уже не только технологической, но и бизнес-логики в алгоритмах.
В этом контексте опыт таких компаний, как Уси Лунцзюнь Электрик, чьи корни в оборонной промышленности с её жёсткими стандартами надёжности, становится особенно ценным. Их подход, который можно уловить в материалах на их сайте, — это не про продажу ?волшебной таблетки?, а про построение устойчивой, ремонтопригодной и, главное, понятной для эксплуатационщиков системы. В конце концов, любая автоматизация работает не в идеальном мире чертежей, а в цеху, где есть вибрация, пыль и люди, которые должны ей доверять и управлять. И именно это, а не блестящие экраны, является настоящей мерой успеха для централизованной системы управления углеобогатительной фабрикой.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 QJGZ53A-10(6)Взрывозащищенный и искробезопасный высоковольтный вакуумный электромагнитный пускатель для использования в горнодобывающей промышленности
QJGZ53A-10(6)Взрывозащищенный и искробезопасный высоковольтный вакуумный электромагнитный пускатель для использования в горнодобывающей промышленности -
 CZRN01-30 Система удаленного онлайн-мониторинга и контроля вентилятора бюро
CZRN01-30 Система удаленного онлайн-мониторинга и контроля вентилятора бюро -
 CZRN01-34 Система онлайн мониторинга и управления для газоперекачивающей станции
CZRN01-34 Система онлайн мониторинга и управления для газоперекачивающей станции -
 GKG-125010(6) высоковольтное вакуумное распределительное устройство общего типа для горной промышленности(2)
GKG-125010(6) высоковольтное вакуумное распределительное устройство общего типа для горной промышленности(2) -
 ZNY1 Высоковольтный вакуумный выключатель с постоянным магнитом и твердым уплотнением
ZNY1 Высоковольтный вакуумный выключатель с постоянным магнитом и твердым уплотнением -
 Комплексный защитный аппарат высокого напряжения
Комплексный защитный аппарат высокого напряжения -
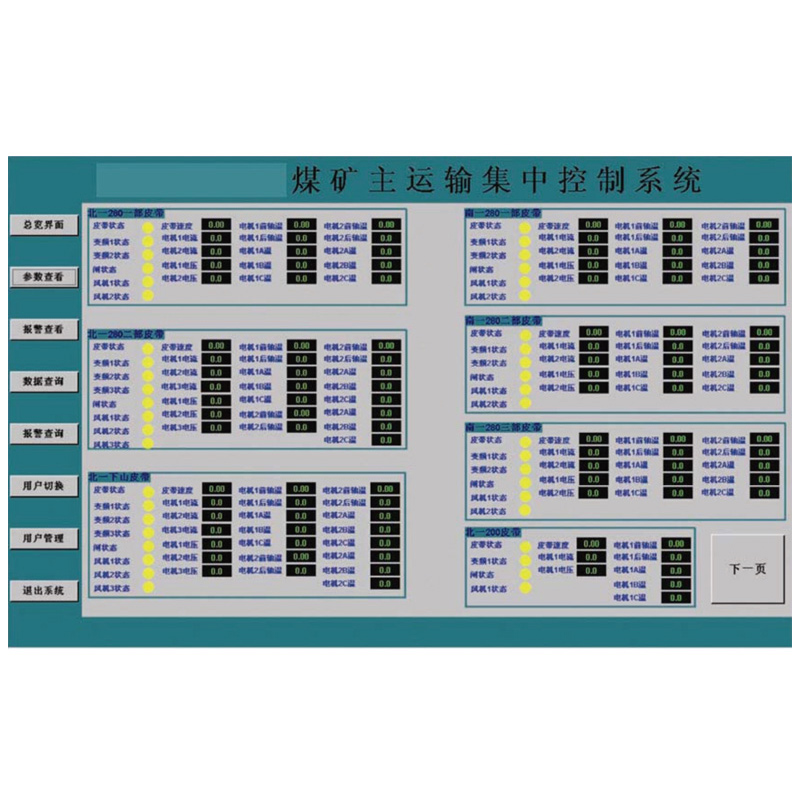 CZRN01-11 Централизованная система управления транспортом в масштабах шахты
CZRN01-11 Централизованная система управления транспортом в масштабах шахты -
 KYN28-12 а.с. металлическое закрытое бронированное распределительное устройство среднего напряжения(4)
KYN28-12 а.с. металлическое закрытое бронированное распределительное устройство среднего напряжения(4) -
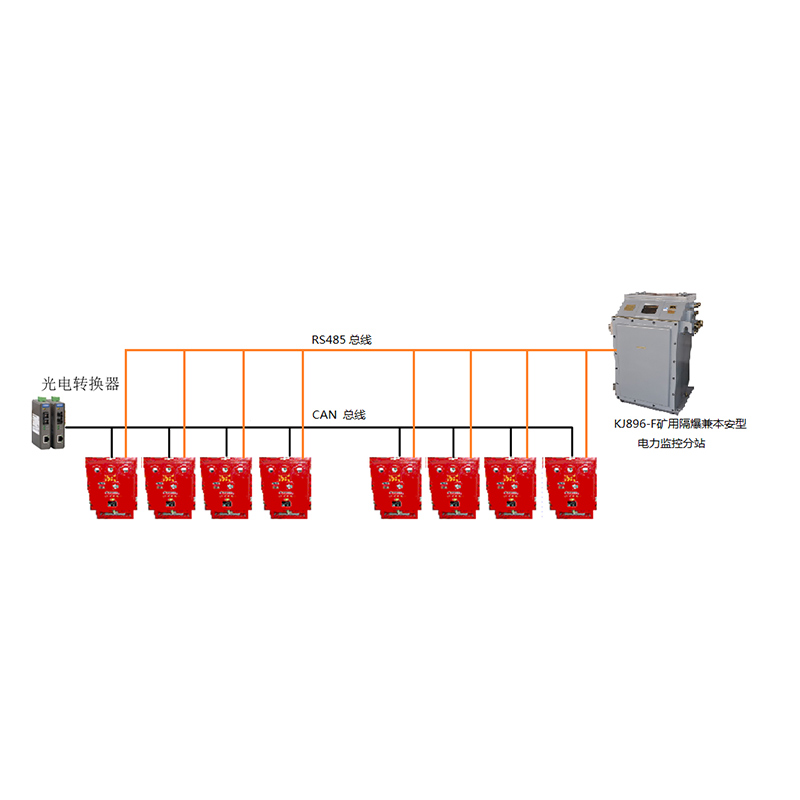 KJ896-F(A) Взрывозащищенная и искробезопасная подстанция мониторинга электропитания для использования в горнодобывающей промышленности
KJ896-F(A) Взрывозащищенная и искробезопасная подстанция мониторинга электропитания для использования в горнодобывающей промышленности -
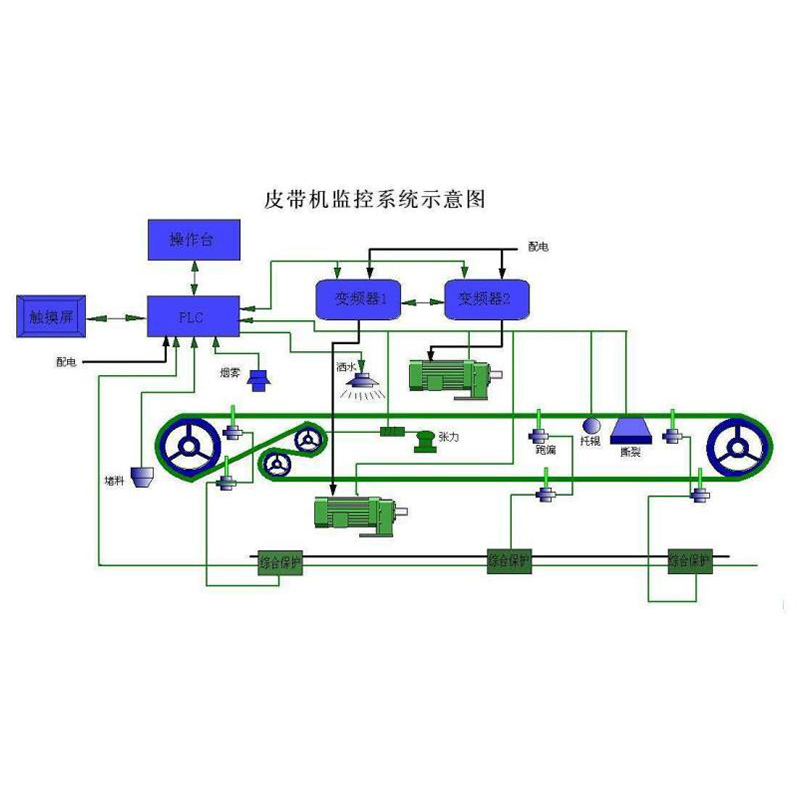 LJZN01-12 Система автоматического управления скоростью ленточного конвейера с частотным преобразованием
LJZN01-12 Система автоматического управления скоростью ленточного конвейера с частотным преобразованием -
 PJG53- 1250 Серия 10(6)Y Взрывозащищенное и искробезопасное высоковольтное вакуумное устройство распределения электроэнергии с постоянным магнитным механизмом для использования в горнодобывающей промышленности
PJG53- 1250 Серия 10(6)Y Взрывозащищенное и искробезопасное высоковольтное вакуумное устройство распределения электроэнергии с постоянным магнитным механизмом для использования в горнодобывающей промышленности -
 CZRN01-36 Интегрированный источник питания
CZRN01-36 Интегрированный источник питания
Связанный поиск
Связанный поиск- шкаф распределительный силовой шрс 1
- Поставщики распределительных устройств в сборе
- Купить Кабельный распределительный шкаф
- Купить моторный стартер
- дешевые шкафы распределения электроэнергии shrs
- Высококачественное оборудование для шкафов распределения электроэнергии
- Стоимость распределительного шкафа
- Производители распределительных устройств типа shrs 1
- Дешевые блоки распределения питания
- Знаменитая полная защита распределительных устройств