



Централизованная система управления углепромывочной фабрикой
Когда говорят про централизованную систему управления для углепромывки, многие сразу представляют себе огромный экран с красивой анимацией, где всё идеально течёт. На деле же, ключевой вопрос часто не в красоте графики, а в том, как эта система переживает первую же плановую остановку на замену футеровки в барабанном грохоте, когда половина датчиков в пыли и сырости, а оператору нужно принять решение без полной картины. Именно этот разрыв между проектом и практикой и определяет, будет ли система просто ?умной игрушкой? или реальным инструментом.
Недооценённая сложность: где кроются реальные проблемы
Основная ошибка при внедрении – думать, что достаточно собрать данные со всех агрегатов в одном месте. Да, это основа. Но сама по себе централизация данных ничего не даёт, если не решена задача их достоверности и синхронизации. Например, показания расхода пульпы с эрлифта и уровень в отстойнике должны быть привязаны не просто ко времени сервера, а к единому технологическому такту. Иначе алгоритм, пытающийся оптимизировать цикл, будет работать с ?размазанной? картинкой.
Второй момент – интерфейс оператора. Видел дорогие системы с десятками экранов, где чтобы найти параметры работы конкретного флотационного агрегата, нужно совершить пять кликов. В аварийной ситуации это неприемлемо. Поэтому для нас всегда был принцип: один технологический узел – один основной экран, где собраны все ключевые параметры для принятия решения, от давления в магистрали до состояния решеток на обезвоживающем грохоте. Это требует глубокого понимания именно углеобогащения, а не просто навыков программирования.
И третий, самый болезненный пункт – интеграция с устаревшим оборудованием. На многих фабриках стоит микс из советских агрегатов, модернизированных в нулевые, и пары новых импортных машин. Каждый говорит на своём ?языке? протоколов, а некоторые и вовсе не имеют выхода для телеметрии. Здесь часто приходится идти на компромиссы, устанавливая промежуточные контроллеры или даже разрабатывая простые датчики ?с нуля?. Это та самая ?невидимая? работа, которая съедает львиную долю бюджета и времени, но без которой вся централизованная система управления углепромывочной фабрикой повисает в воздухе.
Опыт внедрения и неочевидные связи
Работая над проектами для обогатительных комплексов, мы, в Компания Уси Лунцзюнь Электрик (ООО), всегда начинали не с выбора железа или ПО, а с длительного наблюдения за технологическим процессом. Важно понять не только как должно быть по инструкции, но и как работает в реальности. Классический пример – управление плотностью пульпы. По учебникам, это задача для PID-регулятора, связанного с расходомером и заслонкой. На практике же, из-за износа гидроциклонов или колебаний входящей угольной массы, операторы часто переводят контур в ручной режим, полагаясь на глазомер и опыт. Хорошая система должна не просто взять управление на себя, а сначала ?научиться? у операторов, выявив скрытые закономерности, и лишь потом предлагать решения, вызывающие доверие.
Наш сайт https://www.longjunpower-epct.ru отражает этот подход, делая акцент на комплексных решениях ?под ключ?, где автоматизация – не самоцель, а часть общей модернизации. Предшественником компании является филиал оборонного завода, и эта инженерная школа чувствуется: мы уделяем повышенное внимание надёжности и ремонтопригодности компонентов системы в суровых условиях обогатительной фабрики, где вибрация, влажность и угольная пыль – норма.
Один из показательных случаев был связан с внедрением системы на фабрике, где стояли устаревшие пневматические флотационные машины. Задача была не просто визуализировать параметры, а снизить расход реагентов. Мы пошли путём установки дополнительных датчиков мутности и pH на выходе каждой камеры, что не было предусмотрено исходным проектом. Данные, сопоставленные с результатами лабораторного анализа концентрата, позволили построить адаптивную модель дозирования. Это не дало мгновенного эффекта, но через полгода настройки алгоритмов удалось добиться устойчивого снижения расхода собирателя на 8-12% без потерь в качестве. Это тот случай, когда централизованное управление стало инструментом для тонкой технологической оптимизации, а не просто системой сбора данных.
Аппаратная часть: выбор между надёжностью и функциональностью
Сердце системы – промышленные контроллеры и сеть. Здесь часто искушение выбрать самое современное и многофункциональное. Однако для условий обогатительной фабрики критична устойчивость к помехам и простота замены. Мы часто склоняемся к проверенным временем модульным решениям, где вышедший из строя блок можно быстро заменить, не нарушая работу всего контура. Резервирование каналов связи – обязательное условие. Помню случай, когда из-за единственного повреждённого оптоволоконного кабеля в кабельном канале, залитом водой, была потеряна связь с целым участком обезвоживания. Теперь всегда закладываем альтернативный маршрут, даже если это увеличивает стоимость.
Важный нюанс – источники бесперебойного питания. Не только для серверов, но и для ключевых датчиков и контроллеров на периферии. Остановка фабрики из-за кратковременного ?проседания? напряжения в сети – недопустимая роскошь. Приходится рассчитывать нагрузку с большим запасом и использовать специализированные промышленные ИБП.
Ещё один момент – человеческий фактор. Панели оператора должны быть защищены от случайных нажатий, а интерфейс – интуитивным для людей, которые могут проработать на фабрике десятки лет и не иметь особого желания изучать сложные меню. Иногда лучшим решением оказывается отдельная физическая кнопка ?Аварийная остановка участка? на основном экране, дублирующая программную, просто потому, что в стрессовой ситуации человек ищет именно её.
Программная среда и аналитика: данные, которые должны работать
Современные SCADA-системы предлагают колоссальные возможности по визуализации. Но здесь таится ловушка: можно создать красивые мнемосхемы, которые, однако, не дают оперативной информации для управления. Наша позиция – графики трендов ключевых параметров (плотность, зольность на выходе, нагрузка на двигатели) должны быть всегда на виду, на том же экране, что и управление. Аналитика – это не отдельный модуль ?для инженеров?, а часть ежедневной практики.
Мы внедряем упрощённые системы предиктивной аналитики, например, для мониторинга вибрации на валах центрифуг или сушильных барабанов. Задача – не просто зафиксировать аварию, а предупредить о нарастающем дисбалансе за несколько дней, чтобы включить замену подшипников в план ближайшего ремонтного окна. Это та самая точка, где централизованная система управления приносит прямую экономию, предотвращая длительные простои.
При этом важно не перегружать персонал отчётами. Система должна сама выделять аномалии и предлагать варианты интерпретации. Например, если растёт расход воды при неизменной производительности грохота, система может указать на возможный износ сит или засорение сопел орошения. Это превращает оператора из простого наблюдателя в активного участника контроля за технологией.
Взгляд в будущее и итоговые соображения
Сегодня много говорят про цифровые двойники и искусственный интеллект в обогащении. Это, безусловно, перспективно. Но фундаментом для любых ?умных? алгоритмов остаётся грамотно выстроенная, надёжная и, что важно, доведённая до ума централизованная система управления углепромывочной фабрикой. Без качественных данных, без отказоустойчивой аппаратной части, без интерфейса, понятного конечному пользователю, все разговоры о предиктивной аналитике остаются теорией.
Главный вывод, который можно сделать на основе нашего опыта в Компания Уси Лунцзюнь Электрик (ООО): успех внедрения определяется не столько технологической продвинутостью, сколько глубиной погружения в конкретный технологический процесс и готовностью решать массу ?непрестижных?, но жизненно важных проблем на стыке механики, электрики и программирования. Система должна стать естественным продолжением технологической цепочки, а не навязанным сверху сложным аппаратом. И тогда она действительно начинает экономить ресурсы, повышать безопасность и давать то самое конкурентное преимущество, ради которого всё и затевалось.
В конце концов, любая автоматизация – это история про людей. Про то, как облегчить их труд, убрать рутину и дать в руки инструмент для более качественного управления процессом. И если после внедрения системы старший оператор, покряхтывая, говорит: ?А ведь удобно, теперь видно, откуда сыпется песок?, – это и есть лучшая оценка работы.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
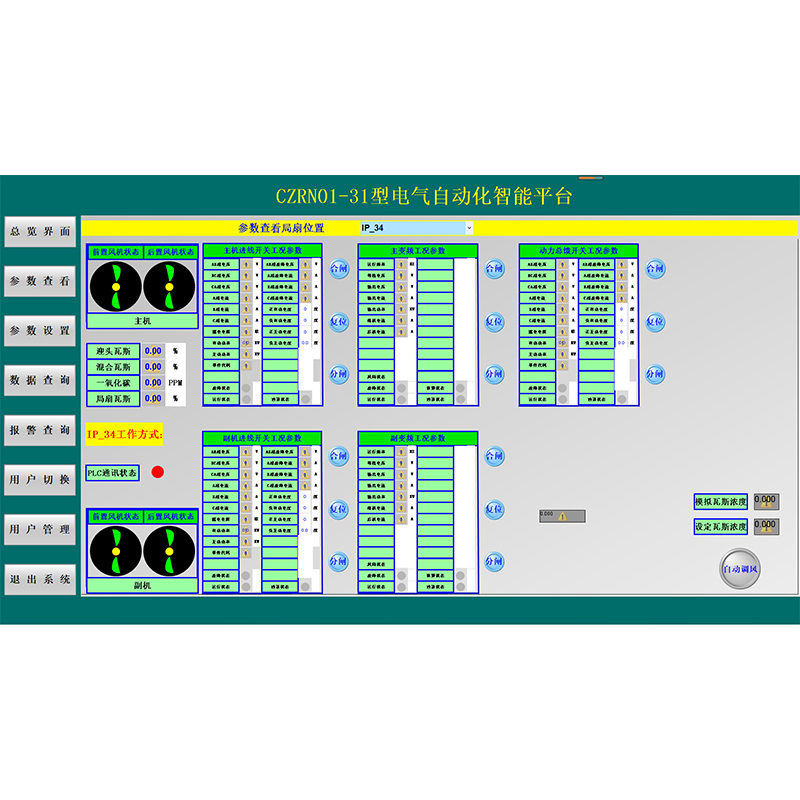 CZRN01-31 Интеллектуальная система управления вентилятором местной вентиляции
CZRN01-31 Интеллектуальная система управления вентилятором местной вентиляции -
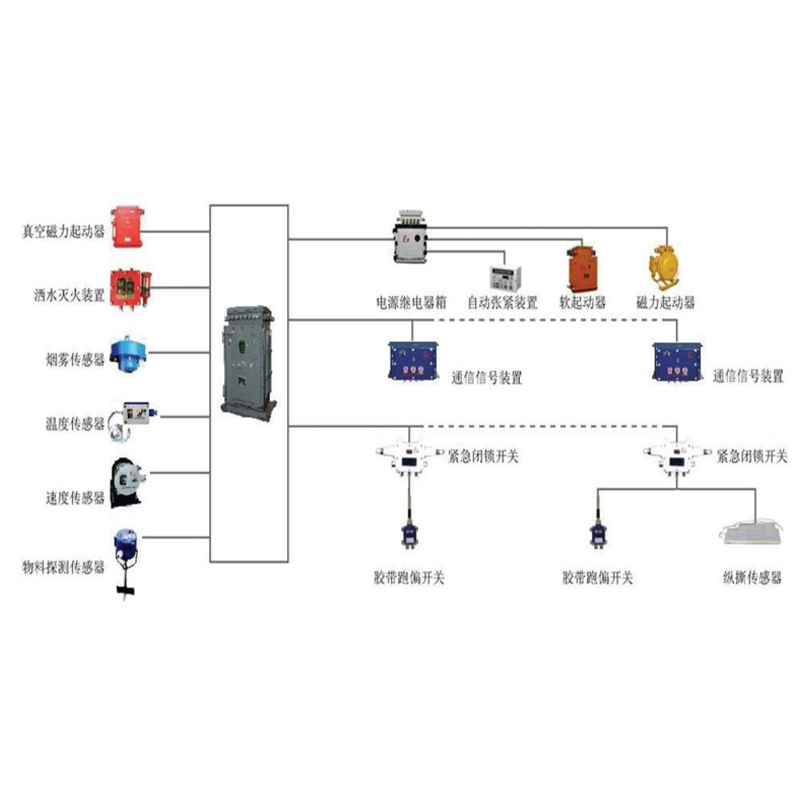 KXJ8 660 Система защиты и электрического управления ленточным конвейером
KXJ8 660 Система защиты и электрического управления ленточным конвейером -
 GKG-125010(6) высоковольтное вакуумное распределительное устройство общего типа для горной промышленности(2)
GKG-125010(6) высоковольтное вакуумное распределительное устройство общего типа для горной промышленности(2) -
 PJG53- 1250 Серия 10(6)Y Взрывозащищенное и искробезопасное высоковольтное вакуумное устройство распределения электроэнергии с постоянным магнитным механизмом для использования в горнодобывающей промышленности
PJG53- 1250 Серия 10(6)Y Взрывозащищенное и искробезопасное высоковольтное вакуумное устройство распределения электроэнергии с постоянным магнитным механизмом для использования в горнодобывающей промышленности -
 VS1G Высоковольтный вакуумный выключатель
VS1G Высоковольтный вакуумный выключатель -
 GGD низковольтные стационарные распределительные устройства(6)
GGD низковольтные стационарные распределительные устройства(6) -
 ZN3-10(6)Высоковольтный вакуумный выключатель
ZN3-10(6)Высоковольтный вакуумный выключатель -
 Комплексный защитный аппарат высокого напряжения
Комплексный защитный аппарат высокого напряжения -
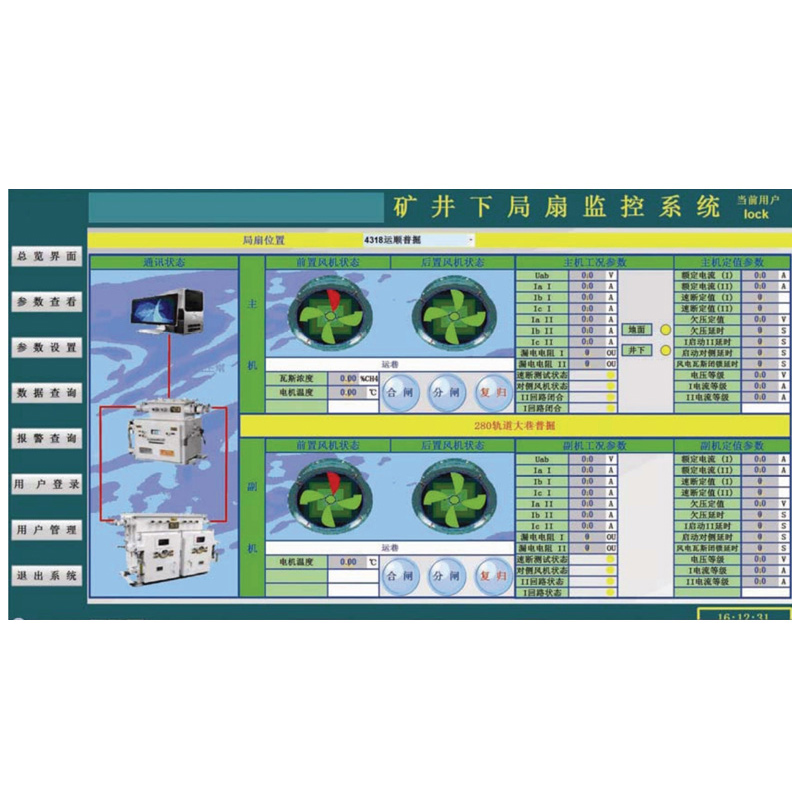 CZRN01-30 Система удаленного онлайн-мониторинга и контроля вентилятора бюро
CZRN01-30 Система удаленного онлайн-мониторинга и контроля вентилятора бюро -
 Высоковольтный вакуумный контактор CKG3-10(6)
Высоковольтный вакуумный контактор CKG3-10(6) -
 PJG53A-10(6)Y Взрывозащищенный и искробезопасный механизм с постоянными магнитами Высоковольтное вакуумное устройство распределения электроэнергии для горной промышленности
PJG53A-10(6)Y Взрывозащищенный и искробезопасный механизм с постоянными магнитами Высоковольтное вакуумное устройство распределения электроэнергии для горной промышленности -
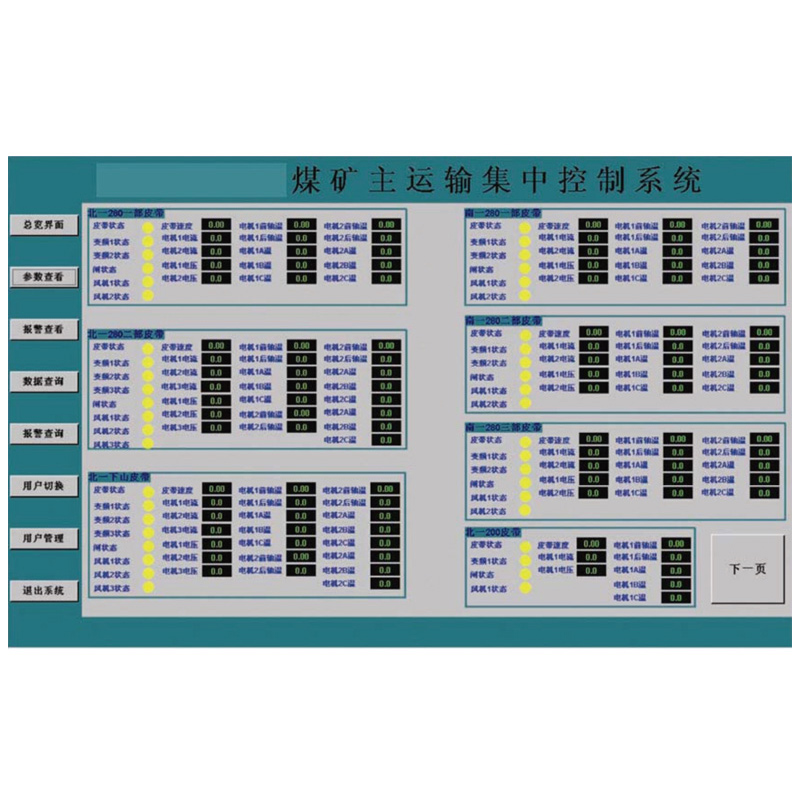 CZRN01-11 Централизованная система управления транспортом в масштабах шахты
CZRN01-11 Централизованная система управления транспортом в масштабах шахты
Связанный поиск
Связанный поиск- Приобретение шкафов для распределения электроэнергии
- OEM пускатель
- Горячие стартеры из Китая
- Купить мониторинг электропитания
- Оптовый источник питания
- Купить Установка в распределительные шкафы
- монтаж распределительного шкафа
- Производители низковольтных распределительных устройств
- Качественное распределительное оборудование
- Поставщики распределительных устройств