



Системы частотно-регулируемого привода
Когда говорят про системы частотно-регулируемого привода, многие сразу представляют себе просто шкаф с инвертором и двигатель. Но если копнуть глубже — это целый комплекс, где мелочи вроде правильного выбора датчика или качества монтажа силовых кабелей решают, будет ли установка работать десять лет или постоянно ?радовать? вызовами на объект. Частая ошибка — считать, что главное это сам преобразователь частоты, а остальное ?подтянется?. На практике же, особенно на старых производствах, где мы часто работаем, именно ?остальное? и создает основные проблемы.
Не только инвертор: из чего на самом деле состоит система
Вот смотрите, классическая схема: сеть, входной автомат, контактор, фильтр, сам частотно-регулируемый привод, двигатель. Казалось бы, ничего сложного. Но возьмем, к примеру, входные дроссели. Их часто экономят или ставят ?что было?. А потом удивляются, почему на соседней линии чувствительная электроника сбрасывается при пуске. Или по шинам постоянного тока идут наводки. У нас на одном из объектов по перекачке жидкости в Подмосковье как раз такая история была — заказчик купил ?бюджетный? комплект без входных реакторов. Через полгода начались сбои в системе управления клапанами, стоявшей на той же подстанции. Пришлось вскрывать, докупать, переделывать. Простой дорого встал.
Или другой момент — торможение. Многие проектировщики, особенно те, кто больше по теории, забывают, что при частом торможении или на спускающем грузе механизме (скажем, на лебедке или конвейере с отрицательным уклоном) энергия должна куда-то деваться. Штатные тормозные резисторы часто не рассчитаны на продолжительный режим, перегреваются. Видел случаи, когда их просто выносили на улицу, чтобы хоть как-то охлаждались. Но это полумера. Правильнее — считать циклограмму работы, тепловыделение, и уже потом выбирать резистор с запасом или ставить систему рекуперации. Но это, конечно, дороже, и заказчики не всегда соглашаются, пока не столкнутся с проблемой лицом к лицу.
Еще один пласт — совместимость с двигателем. Старые асинхронники, которые еще с советских времен стоят, — это отдельная песня. Часто изоляция обмоток уже не рассчитана на быстрые фронты напряжения от современных IGBT-транзисторов. Если просто подключить новый инвертор к такому двигателю, есть риск пробоя изоляции. Приходится или ставить выходные фильтры (синус-фильтры), или, что чаще, уговаривать заменить двигатель на современный, с инверторной изоляцией. Но это опять затраты. В таких ситуациях полезно иметь партнера, который может не просто продать железо, а предложить комплексное решение с гарантией. Например, в Компания Уси Лунцзюнь Электрик (ООО) (сайт их — https://www.longjunpower-epct.ru) подход часто строится как раз на полном цикле: от аудита существующего оборудования до пусконаладки. Их предыстория, связанная с заводом для нужд обороны, чувствуется в внимании к надежности и деталям, что для таких проектов критично.
Программирование и настройка: где кроются неочевидные сложности
Купили, смонтировали, подключили. Самое интересное начинается при настройке. Современные системы ЧРП — это уже не просто задание частоты. Там десятки, а то и сотни параметров. И если для насосного применения есть более-менее типовые настройки, то для сложного технологического оборудования, того же экструдера или центрифуги, все индивидуально.
Вот, допустим, моментный контроль. Казалось бы, выставил перегрузочную способность, и все. Но на практике, если привод работает в контуре поддержания натяжения (в бумажной или текстильной промышленности), реакция на изменение момента должна быть очень быстрой, но без перерегулирования. И здесь важно не только время отклика самого инвертора, но и настройки ПИД-регулятора, и даже тип энкодера, если используется обратная связь. Работал с проектом на фабрике по производству нетканых материалов — там стояла линия со множеством приводов, синхронизированных по шине. Проблемы начались с ?плавающим? натяжением на одном из участков. Оказалось, что задержка в обмене данными по Profibus и некорректно подобранное время интегрирования в регуляторе одного из приводов создавали низкочастотные колебания. Долго ловили, меняли настройки, в итоге перешли на EtherCAT для критичных участков.
Еще один бич — электромагнитная совместимость (ЭМС). Частотник — источник помех. И если в шкафу все разведено аккуратно, с разделением силовых и управляющих цепей, то на объекте часто монтажники кладут все в одну лоток ?для удобства?. Результат — ложные срабатывания датчиков, помехи в аналоговых сигналах тока или давления. Приходится тратить время на поиск, экранирование, перекладку кабелей. Золотое правило — с самого проекта закладывать раздельную трассировку и обязательно проводить испытания на ЭМС после монтажа. Но, увы, его часто игнорируют в погоне за скоростью сдачи объекта.
Случай из практики: реконструкция вентиляционной системы
Хочу привести пример, который хорошо показывает разницу между ?просто поставить ЧРП? и грамотно спроектированной системой. Был объект — крупный цех с системой приточно-вытяжной вентиляции. Вентиляторы работали на заслонках, энергия уходила впустую. Задача — поставить частотные приводы для экономии.
На первый взгляд, все просто: сняли старые пускатели, поставили инверторы на двигатели вентиляторов, дали сигнал 4-20 мА от датчиков давления. Но после запуска начались проблемы. При снижении частоты ниже 35 Гц некоторые вентиляторы начинали вибрировать, появлялся сильный шум. Причина — механический резонанс. Конструкция вентилятора, подшипники, фундамент — все было рассчитано на работу в узком диапазоне около 50 Гц. При снижении частоты собственная частота механической системы попадала в рабочий диапазон.
Пришлось возвращаться к расчетам. Вместе со специалистами, в том числе консультировались с инженерами из Компания Уси Лунцзюнь Электрик по подбору оборудования для таких условий, проанализировали виброграммы. Решение было не только в программном исключении запрещенных частотных полос в настройках привода (функция jump frequency). Дополнительно пришлось усиливать крепления одного из вентиляторов и балансировать крыльчатку. После этого система заработала стабильно. Экономия энергии вышла около 40%, но путь к этому результату был не таким прямым, как виделось в начале. Этот случай лишний раз подтвердил, что частотно-регулируемый привод — это не волшебная таблетка, а элемент системы, который нужно правильно интегрировать.
Выбор поставщика и долгосрочная поддержка
На рынке сейчас много предложений: от топовых европейских брендов до более доступных азиатских, в том числе и китайских. Выбор часто упирается не только в цену, но и в доступность техподдержки, наличие инженеров, которые могут приехать на объект, и наличие запчастей на складе через 5-7 лет.
Здесь история и репутация компании-поставщика играют не последнюю роль. Если компания, как та же Уси Лунцзюнь Электрик, имеет глубокие корни в промышленности и собственное инжиниринговое подразделение (о чем говорит их профиль на longjunpower-epct.ru), это внушает больше доверия. Важно, чтобы они не просто отгрузили коробки, а могли помочь с расчетами, адаптацией под российские сети (которые далеки от идеальных), и чтобы у них был запас критичных компонентов. Потому что останов производства из-за сгоревшего модуля ввода-вывода, который нужно ждать месяц из-за границы, — это кошмар любого энергетика.
Лично для меня ключевыми критериями при выборе решения, помимо технических характеристик, являются: наличие подробной документации на русском языке (не машинный перевод), возможность кастомизации прошивки под нестандартные задачи (например, специфические алгоритмы управления для смесителей или подъемников) и, конечно, обучение. Хорошо, когда поставщик проводит семинары или вебинары не только по продукту, но и по типовым применениям, разбирает кейсы.
Взгляд вперед: тренды и что остается неизменным
Сейчас много говорят про Industry 4.0, интеграцию в общую сеть завода, предиктивную аналитику. И это, безусловно, будущее. Современные системы частотно-регулируемого привода уже имеют встроенные возможности для сбора данных по току, температуре, количеству рабочих часов. Это позволяет прогнозировать износ подшипников двигателя или заранее видеть проблемы с механической частью.
Но, с другой стороны, базовые принципы никуда не делись. Законы физики, необходимость качественного монтажа, важность грамотного проектирования силовой части — это основа. Можно поставить самый ?умный? привод, но если сечение кабеля занижено или заземление сделано кое-как, система не будет работать надежно.
Итог моего опыта таков: успех внедрения ЧРП определяется не только брендом на шильдике, а комплексным взглядом на задачу. Нужно понимать технологический процесс, знать слабые места существующего оборудования, уметь донести до заказчика необходимость не только первоначальных вложений в оборудование, но и в качественный монтаж и настройку. И здесь ценен партнер, который работает как инжиниринговая компания, а не просто как дистрибьютор. Подход, который декларирует, к примеру, компания с историей от оборонного завода — Компания Уси Лунцзюнь Электрик (ООО), — когда за проектом стоит серьезная техническая база и ответственность, в долгосрочной перспективе окупается многократно, даже если цена предложения изначально не самая низкая на рынке. Надежность, в конце концов, тоже имеет свою цену, и она часто выше, чем разница в счете за оборудование.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продукты-
 GKG-125010(6) высоковольтное вакуумное распределительное устройство общего типа для горной промышленности(2)
GKG-125010(6) высоковольтное вакуумное распределительное устройство общего типа для горной промышленности(2) -
 Комплексный защитный аппарат высокого напряжения
Комплексный защитный аппарат высокого напряжения -
 VS1G Высоковольтный вакуумный выключатель
VS1G Высоковольтный вакуумный выключатель -
 MNS низковольтное выкатное распределительное устройство(5)
MNS низковольтное выкатное распределительное устройство(5) -
 RNLJ-300S гидравлический источник масла электрическая система управления
RNLJ-300S гидравлический источник масла электрическая система управления -
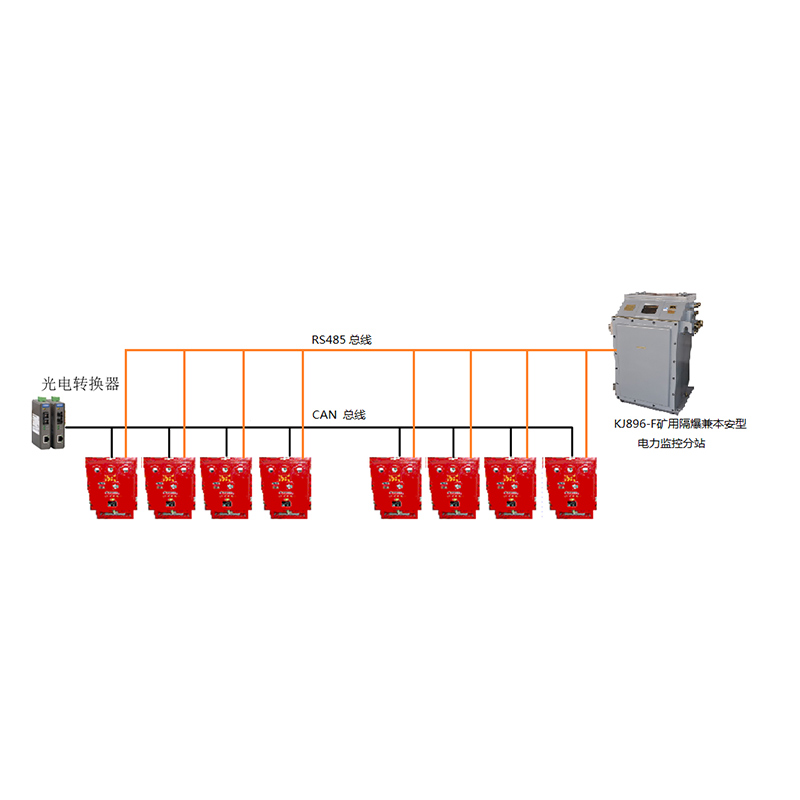 KJ896-F(A) Взрывозащищенная и искробезопасная подстанция мониторинга электропитания для использования в горнодобывающей промышленности
KJ896-F(A) Взрывозащищенная и искробезопасная подстанция мониторинга электропитания для использования в горнодобывающей промышленности -
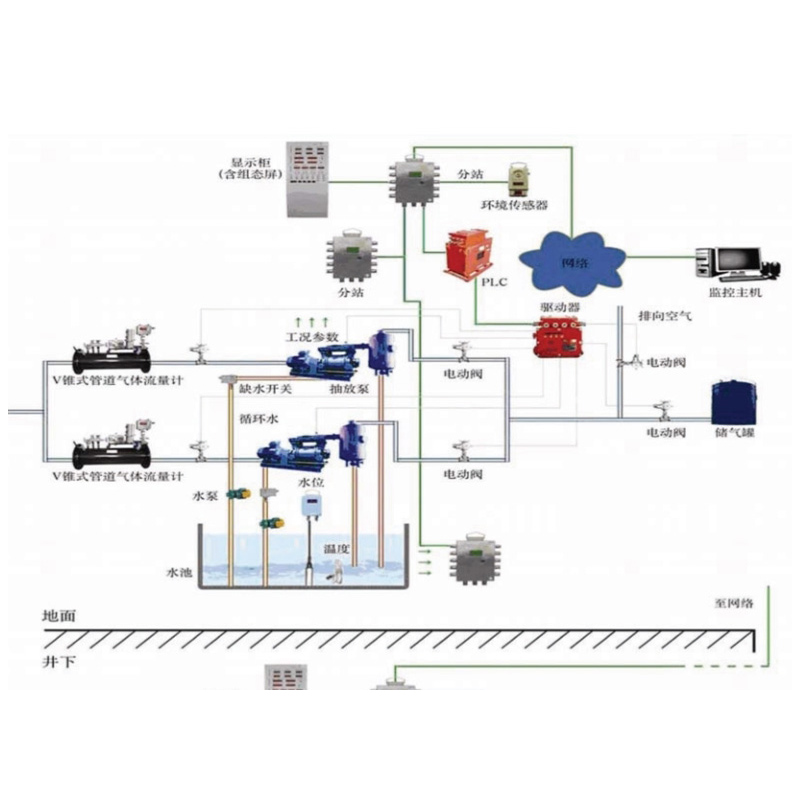 CZRN01-34 Система онлайн мониторинга и управления для газоперекачивающей станции
CZRN01-34 Система онлайн мониторинга и управления для газоперекачивающей станции -
 Высоковольтный вакуумный контактор CKG3-10(6)
Высоковольтный вакуумный контактор CKG3-10(6) -
 CZRN01-32 Система онлайн-мониторинга и контроля главного вентилятора
CZRN01-32 Система онлайн-мониторинга и контроля главного вентилятора -
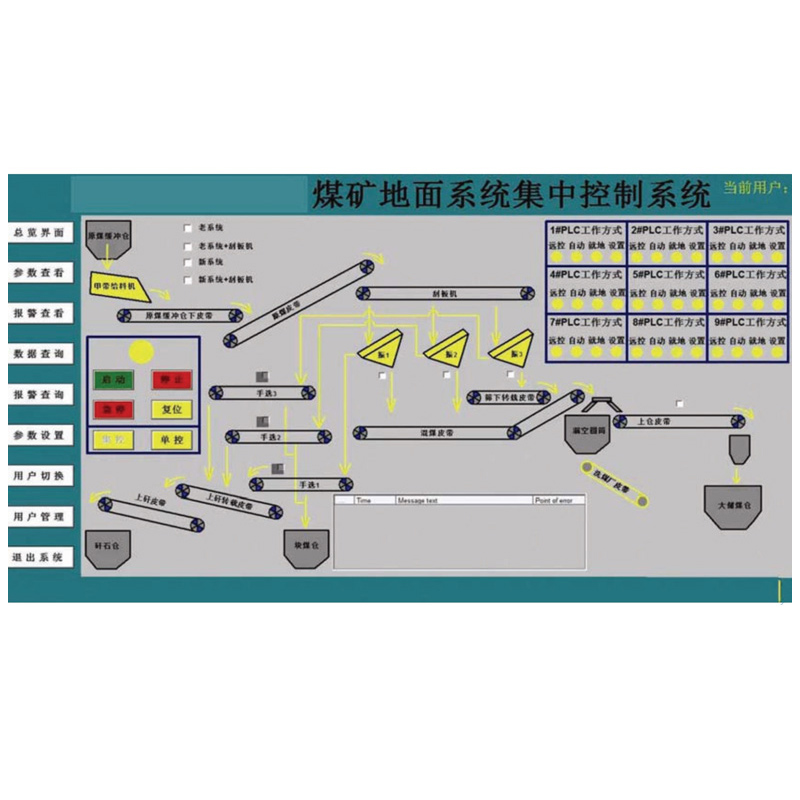 CZRN01-21 Централизованная система управления углеобогатительной фабрикой, централизованная система управления углепромывочной фабрикой
CZRN01-21 Централизованная система управления углеобогатительной фабрикой, централизованная система управления углепромывочной фабрикой -
 KJ896 Система мониторинга электропитания для угольных шахт
KJ896 Система мониторинга электропитания для угольных шахт -
 KXJ8 660 Система защиты и электрического управления ленточным конвейером
KXJ8 660 Система защиты и электрического управления ленточным конвейером
Связанный поиск
Связанный поиск- Дешевая очистка сточных вод
- Поставщики щитовых установок
- Ведущий шахтный транспорт
- пускатель электромагнитный
- Дешевые шкафы распределения электроэнергии оборудование
- Основные страны-покупатели магнитных пускателей 380 В
- Поставщики стационарного типа
- Купить компоненты оборудования распределения питания
- Отличные низковольтные распределительные устройства общего типа
- Отличные распределительные шкафы для электричества 380В