



Система управления главным вентилятором
Когда говорят про систему управления главным вентилятором, многие сразу представляют шкаф с парой частотников и температурным датчиком. На деле, если так подходить, то на третьей неделе эксплуатации начнутся проблемы — от ложных остановок из-за перегрева подшипников, о котором система ?не знала?, до несоответствия реального расхода воздуха проектному из-за неверной интерпретации сигналов с датчиков перепада давления. Самый частый промах — пытаться сделать систему максимально автономной, забывая, что главный вентилятор — это сердце вентиляции всего участка или даже шахты. Его остановка — это не просто падение производительности, это потенциальная аварийная ситуация. Поэтому ключевое — это не столько автоматизация, сколько управляемость и диагностика в реальном времени.
Из чего на самом деле складывается надежная система
Основу, конечно, составляет шкаф управления. Но его ?начинка? — это всегда компромисс между стоимостью и функционалом. Ставить самый дорогой частотный преобразователь с запасом по мощности на 50%? Часто заказчик отказывается. А потом этот самый запас спасает, когда летом температура в машинном отделении подскакивает и теплообмен ухудшается. Я всегда настаиваю на разделении цепей управления и силовых, на отдельных источниках бесперебойного питания для контроллера и датчиков. История, когда из-за скачка напряжения в сети ?глухнет? частотник, а система теряет данные о работе за последние сутки — это не анекдот.
Датчики — это отдельная боль. Температура обмоток и подшипников, вибрация, перепад давления на вентиляторе. Часто экономят, ставя самые простые термопары без должной защиты от помех. Сигнал ?плывет?, и защита срабатывает либо слишком поздно, либо ложно. С вибрацией еще сложнее — дешевые датчики часто не улавливают нарастающую низкочастотную составляющую, которая как раз и предвещает серьезную поломку. Приходится объяснять, что датчик — это не расходник, а орган чувств системы. Кстати, тут хорошо себя показывают комплексные решения, где анализ данных идет не по одному параметру, а в связке. Например, рост температуры подшипника на фоне небольшого увеличения вибрации и падения перепада давления — четкий сигнал о начале засорения воздуховода или износе рабочего колеса.
Программная часть. Здесь многие грешат излишней сложностью. Интерфейс оператора должен быть интуитивным: основные параметры (ток, скорость, температура) — крупно, на главном экране. Графики трендов — обязательно. А вот различные настройки коэффициентов ПИД-регуляторов — под паролем, чтобы не накрутили сменные мастера. Самый ценный функционал, который часто недооценивают, — это ведение журнала событий с привязкой ко всем параметрам. Когда вентилятор вдруг отключается, возможность посмотреть, что было с током, температурой и вибрацией за 5 минут до остановки, бесценна для поиска причины.
Опыт внедрения и подводные камни
Работая с разным оборудованием, сталкиваешься с нюансами. Например, для вентиляторов с регулируемыми направляющими аппаратами (НА) логика управления меняется. Тут уже не просто частотник рулит, а нужна синхронизация изменения угла лопаток НА и частоты вращения. Неправильная последовательность может привести к помпажу. Один раз видел, как после ремонта механики перепутали фазы на двигателе, и вентилятор начал вращаться в другую сторону. Система управления, к счастью, имела защиту по направлению вращения и заблокировала пуск, но такая проверка прописана далеко не во всех типовых проектах.
Еще один момент — интеграция с общей системой диспетчеризации объекта. Часто протоколы обмена данными подбираются по остаточному принципу. В итоге на пульт оператора приходит только бинарный сигнал ?Работает/Не работает?, а вся диагностическая информация остается локально в шкафу. Это неправильно. Современные решения, как те, что предлагает, к примеру, компания Компания Уси Лунцзюнь Электрик (ООО) (информацию о которой можно найти на https://www.longjunpower-epct.ru), часто изначально заточены под открытые протоколы типа Modbus TCP, что упрощает встраивание в верхний уровень АСУ ТП. Эта компания, ведущая свою историю от филиала завода №9759, имеет серьезный опыт в энергетике и тяжелой промышленности, что чувствуется в подходе к надежности аппаратной части.
Самая неприятная проблема — это когда система управления проектируется отдельно, а вентилятор поставляется отдельно. Получается нестыковка по характеристикам датчиков, по посадочным местам для них. Приходится на месте что-то переделывать, наращивать кабели, ставить переходные щитки. Идеальный вариант — когда поставщик вентиляционного агрегата и системы управления главным вентилятором — это один подрядчик, который несет ответственность за комплексную работу. Тогда и испытания проводятся совместные, и все нюансы учитываются на этапе проектирования.
Энергоэффективность: реальная экономия или маркетинг?
Частотный преобразователь, как основной элемент управления, действительно экономит энергию, особенно если нагрузка вентиляционной сети переменная. Но экономия начинается только после грамотной настройки. Если просто ?воткнуть? частотник и задать постоянную скорость, толку не будет. Нужно правильно выбрать и настроить закон регулирования: по давлению, по температуре, по расходу. Здесь часто ошибаются. Например, регулируют по давлению в коллекторе, но датчик стоит в неудачном месте, где турбулентность, и сигнал постоянно скачет. В итоге частотник дергается, двигатель работает в неоптимальном режиме, и экономия сводится на нет, а ресурс оборудования сокращается.
Важный момент — это учет реактивной мощности. Современные частотные преобразователи с активными выпрямителями могут даже улучшать cos φ, но более старые или дешевые модели, наоборот, потребляют реактивную мощность. Это может привести к штрафам от энергосбытовой компании. Поэтому в проект нужно закладывать либо УКРМ (установки компенсации реактивной мощности), либо изначально выбирать преобразователи с коррекцией коэффициента мощности. Это та деталь, которую часто упускают из виду при расчете окупаемости.
Ремонтопригодность и модернизация
Любая система со временем потребует обслуживания или апгрейда. Критически важно, чтобы шкаф управления был спроектирован с учетом этого. Доступ к клеммам, возможность легко заменить частотник или контроллер, наличие принципиальных схем на дверце — это не мелочи. Видел системы, где для замены сгоревшего предохранителя нужно было открутить полшкафа. Это непрофессионально.
С модернизацией тоже интересно. Часто старые системы на релейной логике работают десятилетиями, но не дают никакой диагностики. Полная замена — дорого. Иногда есть смысл не менять все, а встроить современный программируемый контроллер, который будет принимать сигналы со старых датчиков (через нормализаторы сигналов) и управлять старыми же силовыми цепями через промежуточные реле. Это дает новую функциональность (диагностика, журнал, удаленный доступ) за меньшие деньги. Но такой проект требует глубокого понимания и старой, и новой схемы.
В этом контексте опыт таких производителей, как упомянутая Компания Уси Лунцзюнь Электрик (ООО), которая базируется у подножия горы Хуэйшань, может быть полезен. Компании с инженерным бэкграундом, идущим от оборонных предприятий, как их предшественник — филиал 9759-го завода, обычно уделяют особое внимание именно ремонтопригодности, резервированию и долгосрочной работе в тяжелых условиях. Их подход к построению систем управления часто менее коммерциализирован в ущерб надежности.
Итог: что в приоритете?
Так к чему же в итоге приходишь после нескольких реализованных и, что важно, обслуживаемых проектов? Система управления главным вентилятором — это в первую очередь система безопасности и обеспечения непрерывности процесса. Ее задача — не столько экономить киловатты (хотя это важно), сколько не допустить катастрофического отказа агрегата и обеспечить предсказуемую, управляемую работу.
Поэтому приоритеты такие: 1) Достоверность информации от датчиков (лучше меньше, но качественных). 2) Надежность силовой части и логики защиты (дублирование критичных цепей). 3) Прозрачность и доступность информации для оператора и инженера. 4) И только потом — сложные алгоритмы энергосбережения.
И последнее: не бывает идеальной типовой системы. Каждый объект, каждый вентилятор, каждый технологический процесс — уникальны. Готовая ?коробочная? система с завода — это только набор компонентов. Настоящая система рождается, когда инженер, понимающий технологию, адаптирует этот набор под конкретные условия цеха, шахты или тоннеля. Вот это и есть главный секрет.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Высоковольтный вакуумный контактор CKG3-10(6)
Высоковольтный вакуумный контактор CKG3-10(6) -
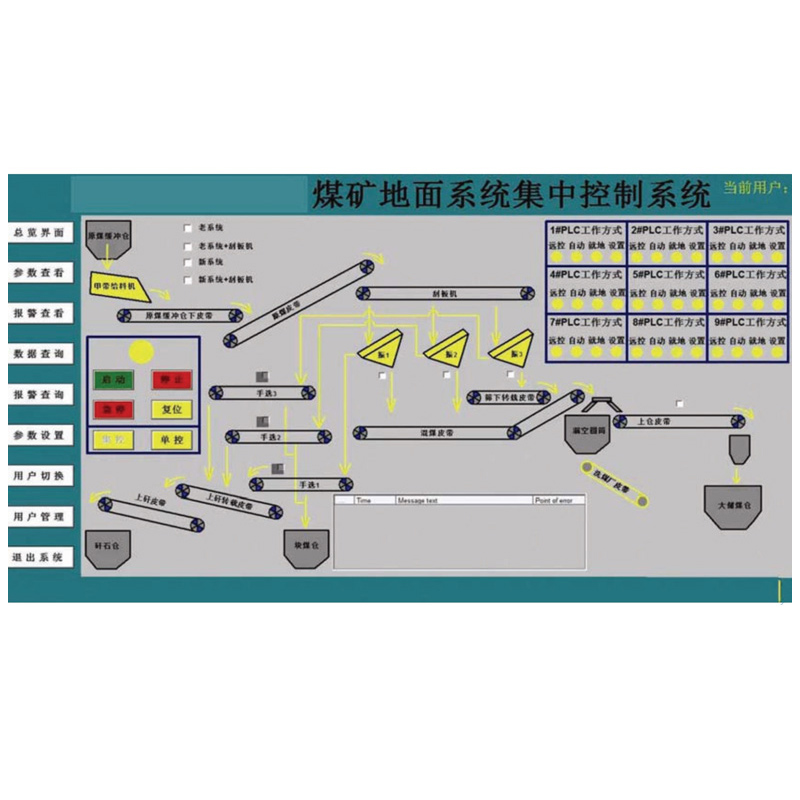 CZRN01-21 Централизованная система управления углеобогатительной фабрикой, централизованная система управления углепромывочной фабрикой
CZRN01-21 Централизованная система управления углеобогатительной фабрикой, централизованная система управления углепромывочной фабрикой -
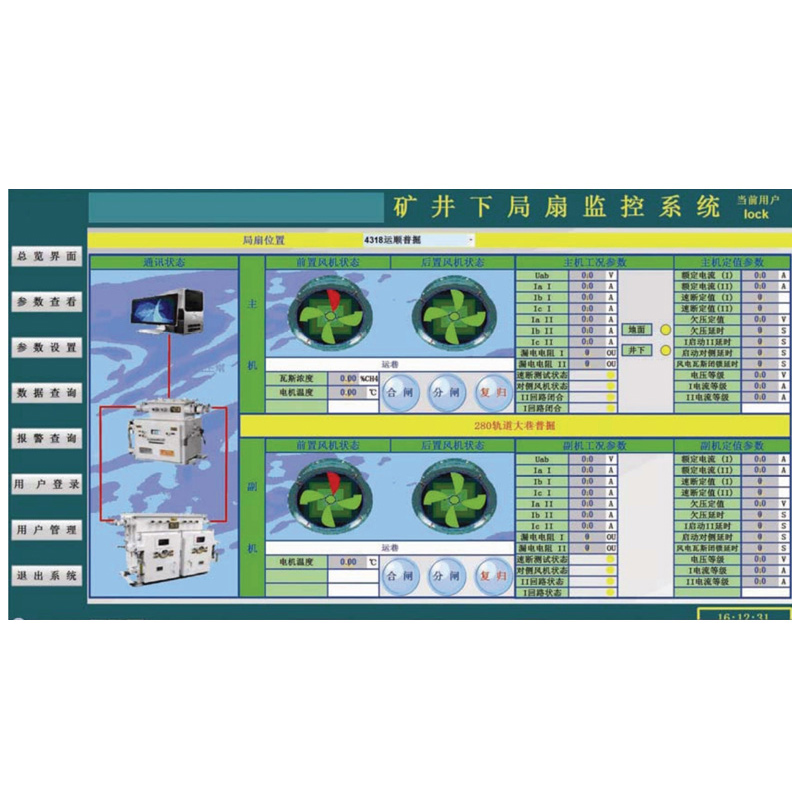 CZRN01-30 Система удаленного онлайн-мониторинга и контроля вентилятора бюро
CZRN01-30 Система удаленного онлайн-мониторинга и контроля вентилятора бюро -
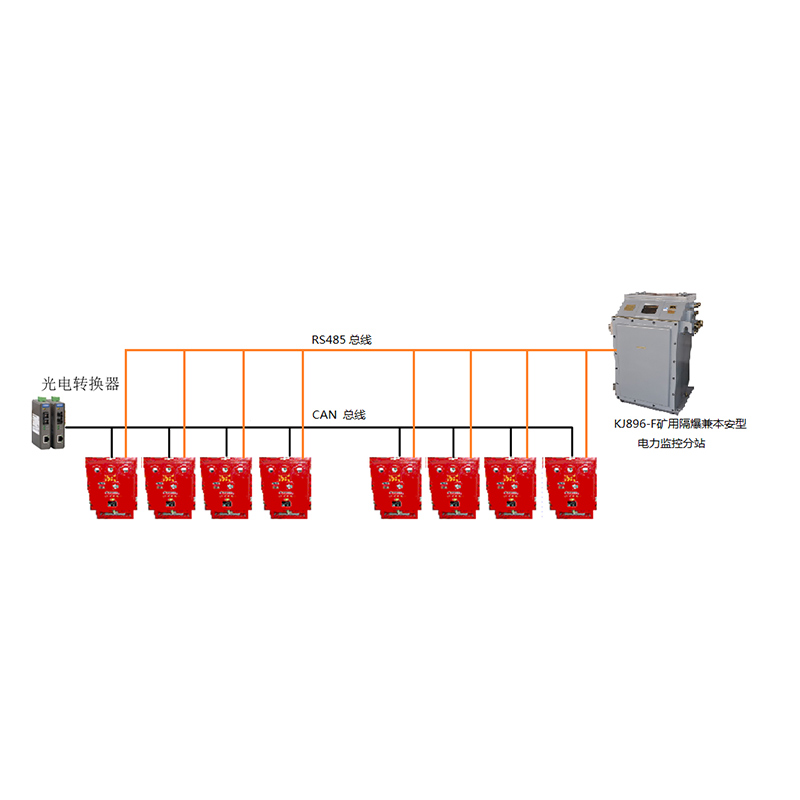 KJ896-F(A) Взрывозащищенная и искробезопасная подстанция мониторинга электропитания для использования в горнодобывающей промышленности
KJ896-F(A) Взрывозащищенная и искробезопасная подстанция мониторинга электропитания для использования в горнодобывающей промышленности -
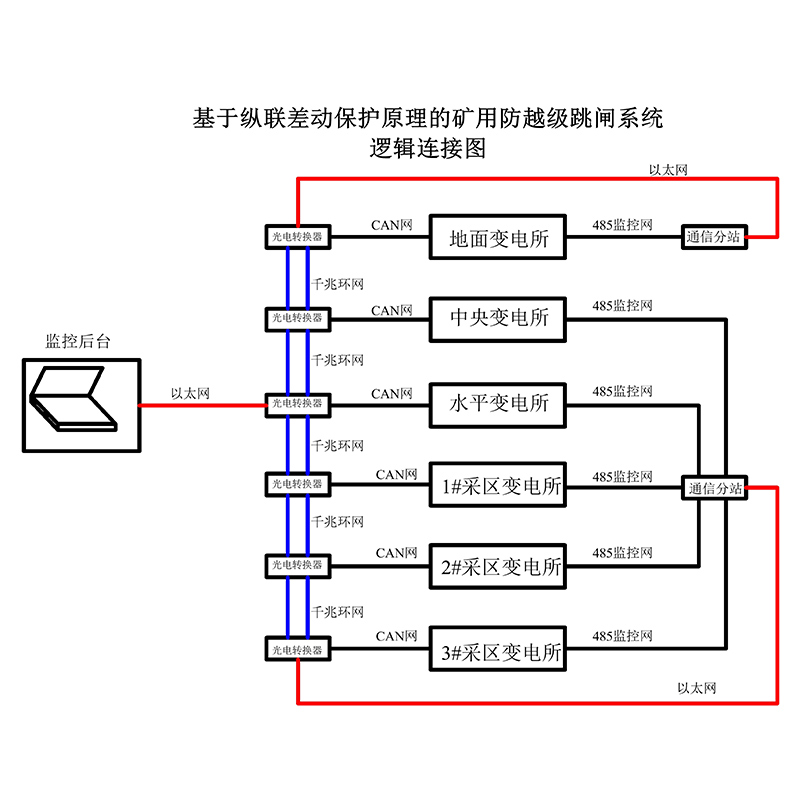 KJ896 Система мониторинга электропитания для угольных шахт
KJ896 Система мониторинга электропитания для угольных шахт -
 ZN3-10(6)Высоковольтный вакуумный выключатель
ZN3-10(6)Высоковольтный вакуумный выключатель -
 PJG53- 1250 Серия 10(6)Y Взрывозащищенное и искробезопасное высоковольтное вакуумное устройство распределения электроэнергии с постоянным магнитным механизмом для использования в горнодобывающей промышленности
PJG53- 1250 Серия 10(6)Y Взрывозащищенное и искробезопасное высоковольтное вакуумное устройство распределения электроэнергии с постоянным магнитным механизмом для использования в горнодобывающей промышленности -
 ZN3-10(6)Y Высоковольтный вакуумный выключатель с постоянным магнитным механизмом
ZN3-10(6)Y Высоковольтный вакуумный выключатель с постоянным магнитным механизмом -
 GKG-125010(6) высоковольтное вакуумное распределительное устройство общего типа для горной промышленности(2)
GKG-125010(6) высоковольтное вакуумное распределительное устройство общего типа для горной промышленности(2) -
 ZNY1 Высоковольтный вакуумный выключатель с постоянным магнитом и твердым уплотнением
ZNY1 Высоковольтный вакуумный выключатель с постоянным магнитом и твердым уплотнением -
 VS1G Высоковольтный вакуумный выключатель
VS1G Высоковольтный вакуумный выключатель -
 RNLJ-300S гидравлический источник масла электрическая система управления
RNLJ-300S гидравлический источник масла электрическая система управления
Связанный поиск
Связанный поиск- Приобретение частотно-регулируемого привода
- Знаменитые для установки в распределительных шкафах
- магнитный пускатель 380в
- Магнитные пускатели в Китае 380В
- Производители защиты распределительных устройств
- Входной распределительный шкаф OEM
- Отличные низковольтные распределительные устройства
- Оптовый интегрированный источник питания
- Входные распределительные устройства в Китае
- Низковольтные распределительные устройства