



Система управления вентиляторами под давлением
Когда говорят про систему управления вентиляторами под давлением, многие сразу представляют себе просто регулятор оборотов на двигателе. Это, пожалуй, самое распространённое упрощение, которое потом аукается на этапе пусконаладки. На деле же — это комплекс, где давление лишь задающий параметр, а управление должно учитывать и инерцию сети, и характер технологического процесса, и, что часто упускают, реальное состояние самого вентилятора — его кривую, износ лопаток, забитость. Сразу вспоминается один проект на цементном заводе под Новосибирском, где мы долго не могли выйти на стабильный режим именно из-за того, что проектировщики заложили идеальные характеристики нового вентилятора, а по факту стоял старый, с переточенными лопатками после ремонта. Давление в сети ?плавало?, система работала в режиме постоянного автоколебания. Вот с таких ситуаций и начинается понимание, что управление — это не про электронику в шкафу, а про связку ?механика — сеть — алгоритм?.
Где кроется основная сложность? Не там, где её обычно ищут
Часто заказчик фокусируется на точности датчика давления или быстродействии частотного преобразователя. Безусловно, это важно. Но фундаментальная проблема часто лежит в точке замера этого самого давления. Поставили датчик в неудачном месте — после двух поворотов или в зоне завихрений — и всё, сигнал шумный, система не может адекватно оценить состояние сети. Приходится вводить фильтрацию, задержки, а это уже снижает быстродействие и может привести к неустойчивости. Я всегда настаиваю на гидравлическом расчёте точки установки, а в идеале — на стендовых испытаниях участка. Но в условиях реконструкции действующего производства это редко возможно, поэтому идём эмпирическим путём: временный датчик, запись осциллограмм, поиск места с наименьшим уровнем пульсаций. Это рутина, но без неё система управления превращается в источник проблем, а не их решение.
Ещё один нюанс — выбор закона регулирования. Классический ПИД-регулятор — не панацея. Для вентиляторных установок с их значительной инерционностью и нелинейностью часто требуется каскадная схема или регулятор с переменными коэффициентами, зависящими от рабочей точки на характеристике. Мы в своё время для системы аспирации на металлургическом комбинате писали адаптивный алгоритм, который по косвенным признакам (потребляемый ток, вибрация) корректировал коэффициенты. Получилось не с первого раза, были и срывы в генерацию, когда система начинала раскачивать давление с амплитудой до 15% от уставки. Разбирались неделю. Оказалось, не учли зону нечувствительности привода заслонки. Мелочь, которая всё портит.
И конечно, резервирование. Для критичных процессов одной лишь частотного преобразователя недостаточно. Нужен байпас с механическим регулятором или второй привод на общем валу. Но здесь встаёт вопрос синхронизации и переключения без скачка давления. Однажды наблюдал, как при отказе ЧП и переходе на байпас в системе пневмотранспорта произошёл такой гидроудар, что разорвало несколько сильфонных компенсаторов. Проект был сделан по принципу ?дешевле и проще?, без глубокого анализа переходных процессов. Дорого вышло.
Опыт и неудачи: кейс с системой подпора в чистых помещениях
Хочется привести в пример не самый удачный, но очень показательный проект из прошлого. Задача — поддержание избыточного давления в коридорах чистых помещений фармацевтического завода с помощью вентиляторов под давлением. Казалось бы, типовое решение. Но нюанс был в том, что помещения имели разный класс чистоты и разную кратность воздухообмена, при этом двери между зонами открывались часто и несинхронно. Стандартная логика ?один датчик — один привод? не работала: при открытии двери в ?грязную? зону давление падало, система повышала обороты, но это вызывало переток воздуха через другие двери, нарушая баланс в соседних помещениях. Получилась связанная система, которой нужно было управлять как единым целым.
Мы тогда, по молодости, решили сделать распределённую систему с собственным ПИД-регулятором на каждом вентиляторе и общим задатчиком давления. Не сработало. Регуляторы начали конкурировать друг с другом, возникали противофазные колебания. Пришлось приглашать специалистов по теории автоматического управления и перепрошивать весь шкаф, внедряя главный контроллер, который в реальном времени рассчитывал требуемую производительность каждого вентилятора исходя из состояния всех дверей (с датчиков положения) и давления в ключевых точках. Это был качественный скачок в понимании. Иногда управление вентиляторами — это больше задача системной инженерии, чем электропривода.
Финансовые последствия той ошибки были существенными — срыв сроков пуска, штрафы, доработки. Но этот урок научил меня всегда задавать вопрос: ?А что ещё влияет на этот параметр давления в системе??. Теперь при разработке алгоритма мы обязательно строим граф влияний, даже если заказчик считает это излишним.
Аппаратная часть: чем проще, тем надёжнее?
Здесь мнения часто расходятся. Современные тенденции — умные частотные преобразователи с встроенными ПИД-регуляторами, промышленные шлюзы, облачный мониторинг. Всё это хорошо для новых объектов. Но в условиях СНГ, где много старых производств с агрессивной средой (пыль, влага, вибрация), избыточная сложность убивает надёжность. Видел, как ?навороченный? преобразователь на дымососе котельной выходил из строя раз в полгода из-за забивания пылью радиаторов, хотя простой аналоговый регулятор с сервоприводом на заслонке работал на том же объекте десятилетиями.
Поэтому сейчас для ответственных, но не высокодинамичных систем иногда предлагаю гибридные решения. Например, основной контур регулирования — через механическую заслонку с позиционером (её легче обслуживать в цеху), а частотный преобразователь используется лишь для грубого регулирования диапазона производительности в зависимости от времени суток или режима работы печи. Это увеличивает срок жизни оборудования. Кстати, подобный подход мы применяли в кооперации с Компанией Уси Лунцзюнь Электрик (ООО) для модернизации системы вентиляции на одном из металлургических предприятий. Их инженеры хорошо понимают специфику работы в сложных промышленных условиях, что отрадно. Информацию об их подходе к надёжности можно найти на их сайте. Особенно ценно, что компания, ведущая свою историю от оборонного завода, сохранила культуру расчёта на долгий срок службы, а не на маркетинговые ?фишки?.
Ещё один момент — датчики. Дифференциальные мембранные датчики давления — наш стандартный выбор. Но для сред с высокой запылённостью (аспирация, пневмотранспорт) прямое подключение импульсных трубок к сети ведёт к их быстрому забиванию. Используем узлы отбора с постоянной продувкой или, в последнее время, пробуем бесконтактные методы измерения перепада давления по косвенным параметрам, правда, точность пока оставляет желать лучшего.
Интеграция в более крупные системы и человеческий фактор
Сегодня редко когда система управления вентиляторами существует сама по себе. Она почти всегда — часть АСУ ТП цеха или всего предприятия. И здесь возникает новый пласт проблем: протоколы обмена, синхронизация времени, приоритеты управляющих воздействий. Была история, когда наша система, отрабатывая резкий сброс давления, дала команду на 100% мощность, но вышестоящий контроллер энергоменеджмента, видя пик потребления, наложил своё ограничение в 70%. Возник конфликт, система ушла в аварию, процесс остановился. Теперь мы всегда прописываем чёткую иерархию и сценарии на случай противоречивых команд.
Человеческий фактор — отдельная тема. Оператор в цехе, привыкший к старой системе с ручным задвижками, не доверяет автоматике. Видит колебание давления на 2% и переводит систему в ручной режим, ломая весь алгоритм адаптации. Приходится обучать, а главное — делать интерфейс оператора не просто с кнопками и графиками, а с понятными подсказками: ?Система в режиме адаптации, колебания в пределах нормы. Вмешательство не требуется?. Иногда полезно даже выводить расчётную причину изменения давления: ?Снижение давления, вероятно, связано с запуском второй линии. Реакция системы ожидается через 30 секунд?. Это снимает 80% ложных срабатываний по вине персонала.
Кстати, при обсуждении таких комплексных решений с интеграторами я иногда ссылаюсь на опыт компаний, которые работают на стыке энергетики и автоматизации. Например, те же специалисты из Компании Уси Лунцзюнь Электрик (ООО), судя по материалам с longjunpower-epct.ru, часто акцентируют внимание на том, что система должна быть не только технологичной, но и ?обслуживаемой? силами местного, не всегда высококвалифицированного, персонала. Это очень практичный подход, рождённый, видимо, на основе их богатого опыта, уходящего корнями в работу с объектами особой ответственности.
Взгляд в будущее: что изменится в ближайшие годы?
Тренд очевиден — предиктивная аналитика и цифровые двойники. Уже сейчас можно не просто реагировать на изменение давления, но и прогнозировать его падение по косвенным признакам: рост вибрации подшипника (говорит о дисбалансе и будущем падении КПД вентилятора), постепенное увеличение времени выхода на уставку (указывает на зарастание сети). Мы начинаем пилотные проекты по внедрению таких систем, но барьер — в необходимости накопления больших массивов данных и, опять же, в простоте интерпретации результатов для технологов.
Другой вектор — энергоэффективность. Современные алгоритмы могут оптимизировать работу не одного, а целой группы вентиляторов, находя точку минимального суммарного энергопотребления при заданном давлении в сети. Это уже не просто управление под давлением, а сложная оптимизационная задача. Но её внедрение требует очень точных цифровых моделей самих вентиляторов, которые зачастую есть только у производителей. Поэтому видится сотрудничество по схеме ?производитель оборудования — интегратор системы управления?.
В заключение скажу, что, несмотря на все технологии, суть остаётся прежней: нужно глубоко понимать физику процесса, знать ?повадки? конкретного оборудования в конкретной сети и не бояться идти от обратного — от проблемы к решению, а не от модного контроллера к попытке впихнуть в него свою задачу. Именно этот принцип, кажется, позволяет таким компаниям, как Уси Лунцзюнь Электрик, находить практичные решения там, где другие предлагают лишь стандартный набор аппаратуры. А в нашей работе это — самое ценное.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Высоковольтный вакуумный контактор CKG3-10(6)
Высоковольтный вакуумный контактор CKG3-10(6) -
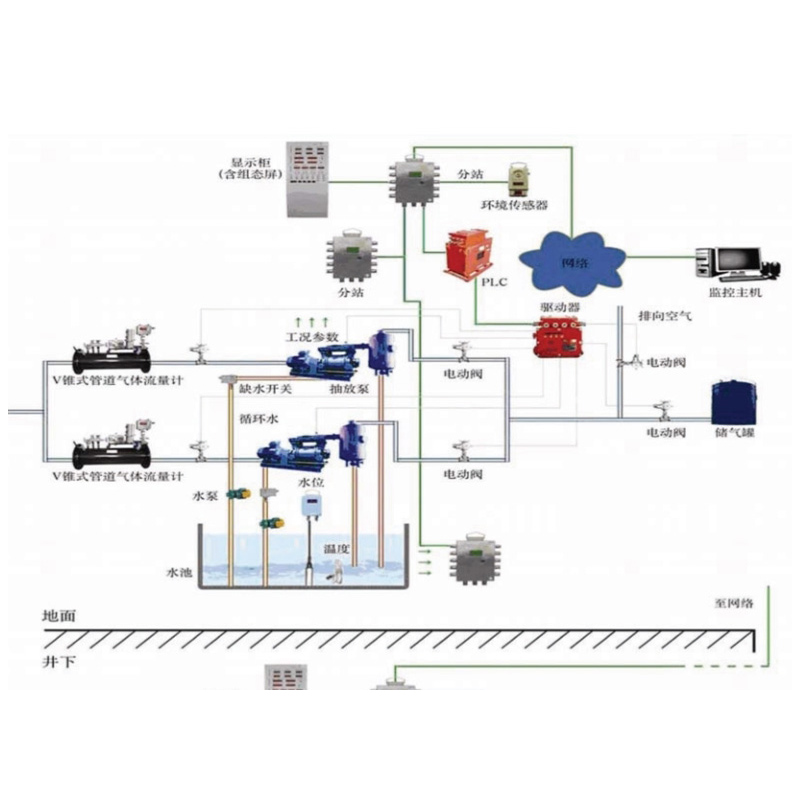
 CZRN01-21 Централизованная система управления углеобогатительной фабрикой, централизованная система управления углепромывочной фабрикой
CZRN01-21 Централизованная система управления углеобогатительной фабрикой, централизованная система управления углепромывочной фабрикой -
 KYN28-12 а.с. металлическое закрытое бронированное распределительное устройство среднего напряжения(4)
KYN28-12 а.с. металлическое закрытое бронированное распределительное устройство среднего напряжения(4) -
 RNLJ-300S гидравлический источник масла электрическая система управления
RNLJ-300S гидравлический источник масла электрическая система управления -
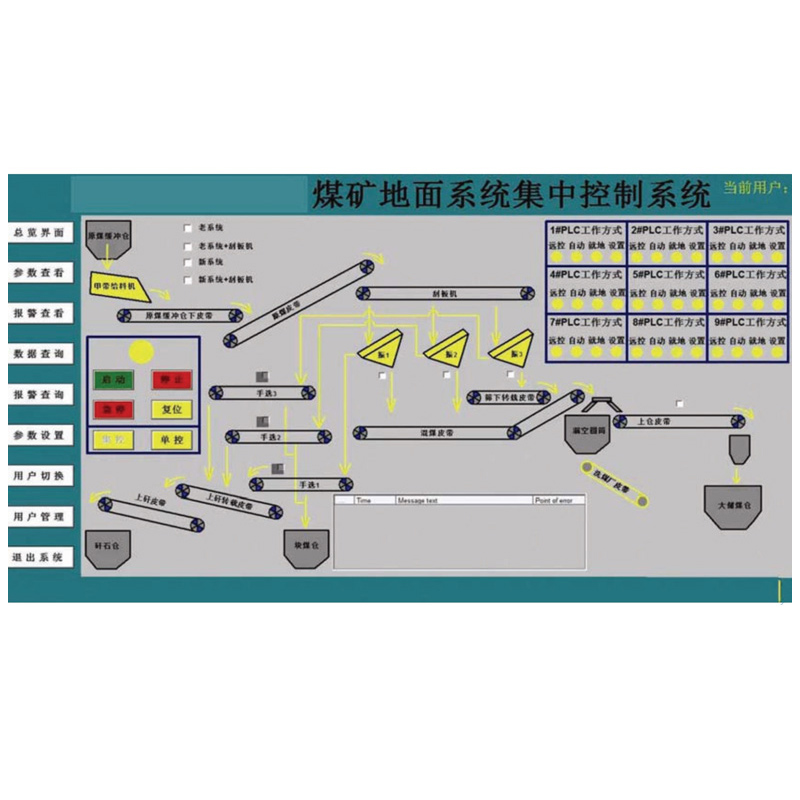
 CZRN01-36 Интегрированный источник питания
CZRN01-36 Интегрированный источник питания -
 ZNY1 Высоковольтный вакуумный выключатель с постоянным магнитом и твердым уплотнением
ZNY1 Высоковольтный вакуумный выключатель с постоянным магнитом и твердым уплотнением -
 GKD-1600660(380) низковольтное распределительное устройство общего типа для горной промышленности(3)
GKD-1600660(380) низковольтное распределительное устройство общего типа для горной промышленности(3) -
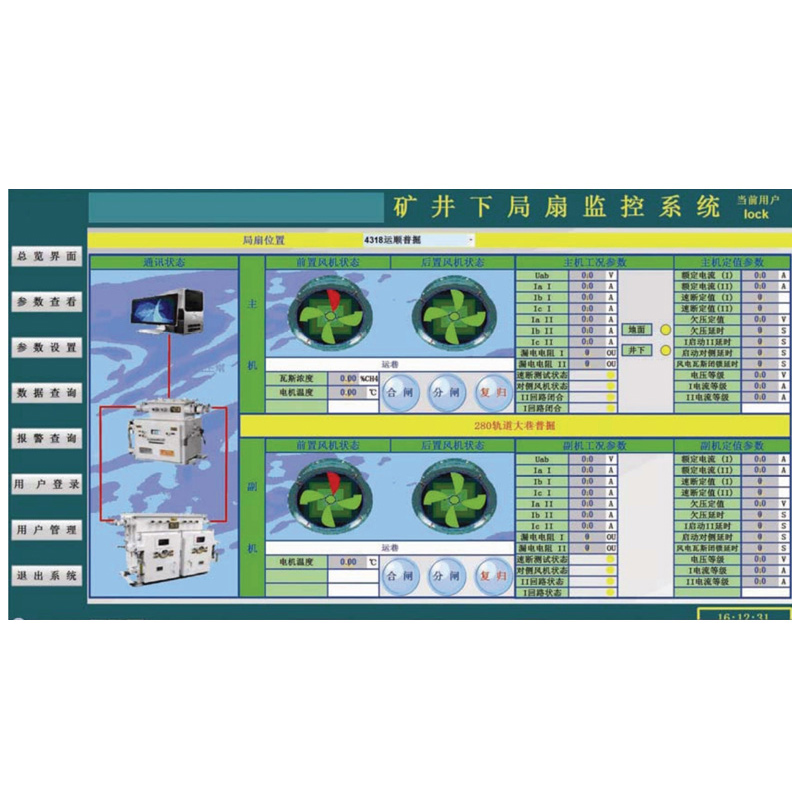 CZRN01-30 Система удаленного онлайн-мониторинга и контроля вентилятора бюро
CZRN01-30 Система удаленного онлайн-мониторинга и контроля вентилятора бюро -
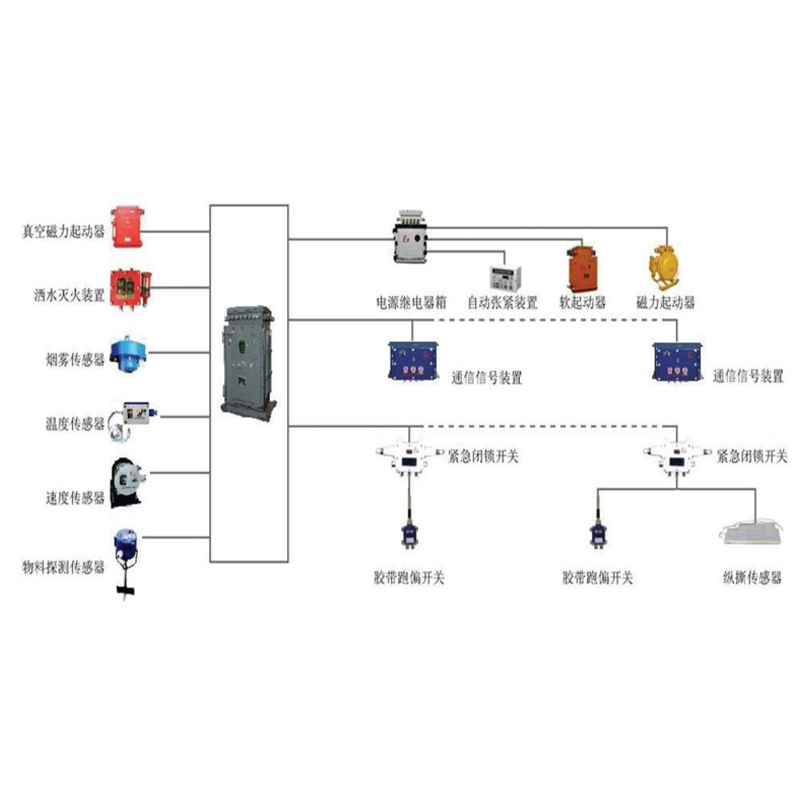 KXJ8 660 Система защиты и электрического управления ленточным конвейером
KXJ8 660 Система защиты и электрического управления ленточным конвейером -
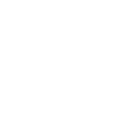
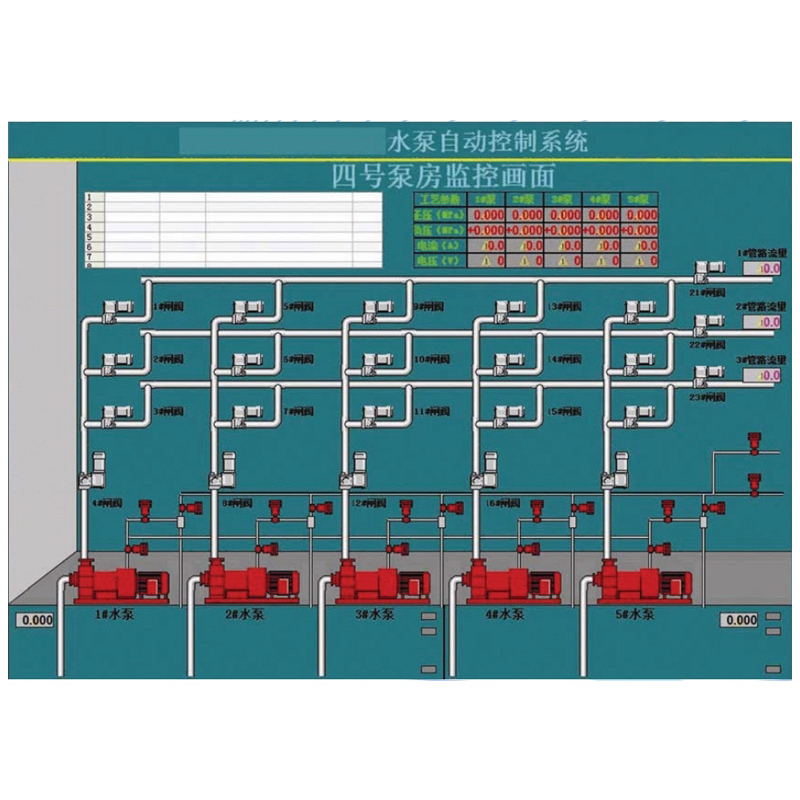 KXJ8660 Система автоматизации дренажа
KXJ8660 Система автоматизации дренажа -
 CZRN01-32 Система онлайн-мониторинга и контроля главного вентилятора
CZRN01-32 Система онлайн-мониторинга и контроля главного вентилятора -
 PJG53A-10(6)Взрывозащищенное и искробезопасное высоковольтное вакуумное устройство распределения мощности для использования в горнодобывающей промышленности
PJG53A-10(6)Взрывозащищенное и искробезопасное высоковольтное вакуумное устройство распределения мощности для использования в горнодобывающей промышленности
Связанный поиск
Связанный поиск- Высококачественные работы в распределительных шкафах
- Знаменитая изоляция блока распределения мощности
- Оптовые распределительные устройства 400a
- Знаменитые распределительные шкафы 400a
- Купить шину распределительного устройства
- Купить подстанцию мониторинга электроэнергии
- Централизованная система управления промывкой угля
- Производители пускателей 1
- Купить систему автоматизации дренажа
- Приобретение высокооткрытого комплексного защитного устройства