



Китай электрическая система управления источником гидравлического масла
Когда говорят про электрическую систему управления источником гидравлического масла китайского производства, многие сразу думают о дешевизне и сомнительном качестве. Но это поверхностно. На деле, за последние лет семь-восемь китайские инженеры здорово продвинулись в интеграции электронного управления с гидравлическими силовыми агрегатами. Проблема часто не в самой концепции, а в деталях исполнения и — что важнее — в адаптации к реальным условиям на объекте. Вот об этом и хочу порассуждать, опираясь на личный опыт взаимодействия, в том числе с такими поставщиками, как Компания Уси Лунцзюнь Электрик (ООО).
От военного завода к гражданским решениям: специфика подхода
История многих китайских производителей в этой нише показательна. Возьмем Компанию Уси Лунцзюнь Электрик. Их сайт https://www.longjunpower-epct.ru указывает на происхождение от филиала завода 9759-го НОАК. Это не просто маркетинг. На практике это означает унаследованную культуру строгих допусков и тестирования для военных нужд, которая теперь применяется в гражданской промышленности. Но здесь и кроется первый нюанс: военная надежность иногда оборачивается избыточностью и негибкостью для стандартных промышленных задач.
Работая с их системами управления для гидравлических насосных станций, заметил характерную черту: основательность. Корпуса шкафов, компоновка релейной логики — всё сделано с запасом. Однако программная часть, особенно интерфейсы человеко-машинного взаимодействия (HMI), лет десять назад откровенно отставали. Сейчас, судя по последним проектам, они этот разрыв сократили, но путь был небыстрым.
Конкретный пример: система управления источником гидравлического масла для пресса холодной штамповки. Заказчик хотел плавный пуск, точное поддержание давления и диагностику в реальном времени. Лунцзюнь Электрик предложили решение на базе своего программируемого контроллера и частотного преобразователя. Аппаратная часть отработала безупречно — никаких сбоев по питанию, нагревов. А вот с настройкой ПИД-регулятора давления возникла возня. Их стандартная прошивка была заточена под линейные процессы, а в нашем случае нагрузка менялась скачкообразно. Пришлось совместно с их инженером неделю удаленно подбирать коэффициенты, ловя моменты ударов пресса. Это типичная ситуация: железо — крепкое, а тонкая 'подгонка' под процесс ложится на интегратора или конечного пользователя.
Типичные ошибки при интеграции и как их избежать
Самая распространенная ошибка — недооценка электромагнитных помех. Электрическая система управления часто монтируется в непосредственной близости от силовых гидронасосов и мощных электродвигателей. Китайские производители стали уделять этому больше внимания, но в бюджетных линейках экранирование кабелей и фильтрация в цепях обратной связи по давлению/расходу могут быть условными. Был случай на лесопилке: датчик давления выдавал случайные пики, что вызывало ложное срабатывание аварийной остановки. Проблема решилась заменой неэкранированного кабеля на витую пару в экране и установкой ферритового кольца на входе контроллера. Техподдержка Лунцзюнь тогда дала четкую инструкцию — признак, что с такими ситуациями они сталкивались.
Еще один момент — совместимость с гидравлической арматурой некитайского производства. Клапаны пропорционального управления от Rexroth или Parker требуют специфических сигналов управления. Встроенные драйверы в китайских шкафах управления иногда имеют нестандартные уровни тока или шумы. Нужно всегда запрашивать и проверять осциллографом выходные сигналы на соответствие, а не полагаться на данные в паспорте. Это сэкономит дни на пуско-наладке.
И третье — температурный режим. Китайские инженеры часто рассчитывают электронику на работу при +40°C в щите. Но если щит стоит в цеху рядом с печью, где +50°C, а внутри еще и свой нагрев от элементов, то ресурс конденсаторов и силовых ключей резко падает. Всегда требуйте документацию с графиками деградации компонентов при повышенной температуре. У солидных производителей, включая упомянутую компанию, такие данные есть.
Эволюция функционала: от простого пуска/останова до предиктивной аналитики
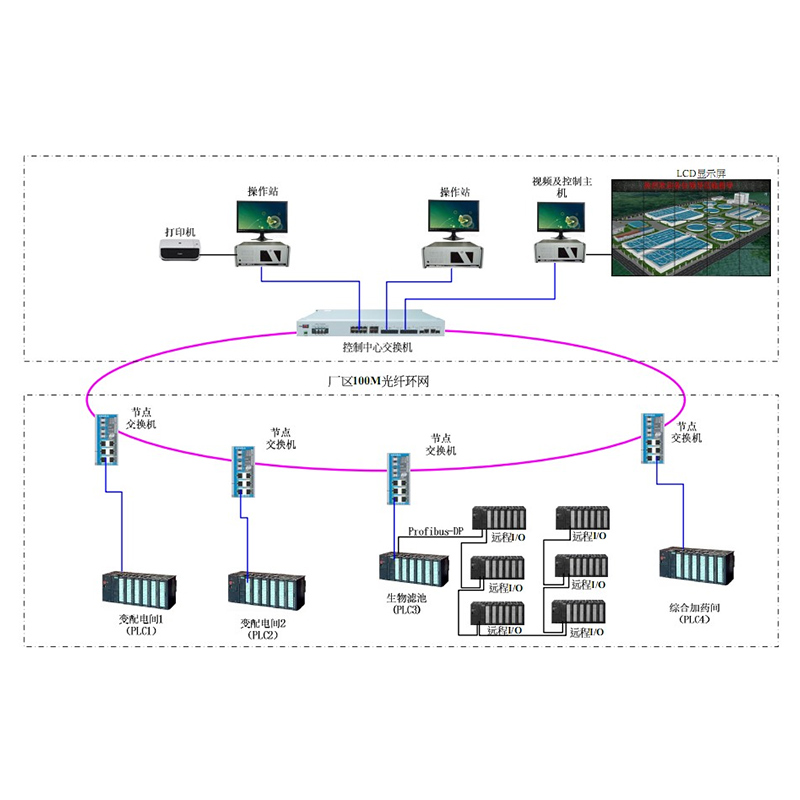
Ранние системы были примитивны: кнопки, реле, maybe простейший ПЛК. Сейчас же электрическая система управления источником гидравлического масла — это часто узел в концепции 'Индустрии 4.0'. Через сайт longjunpower-epct.ru видно, как Компания Уси Лунцзюнь Электрик акцентирует удаленный мониторинг и диагностику. Это тренд.
На практике это выглядит так: в контроллер вшиваются алгоритмы отслеживания трендов. Например, анализ времени набора давления или потребляемого тока двигателя насоса. Медленное увеличение времени может сигнализировать об износе пластин насоса или начале кавитации. Система не просто фиксирует аварию, а предупреждает о потенциальной проблеме за недели. В одном из проектов по модернизации ТПА (термопластавтомата) такая функция позволила запланировать замену гидронасоса в плановый простой, избежав внезапного простоя линии на трое суток.
Однако, эта 'умность' требует квалификации от обслуживающего персонала. Недостаточно просто видеть предупреждение на экране. Нужно понимать, на каких физических принципах оно основано, чтобы отличить сбой датчика от реальной механической проблемы. Поэтому при поставке сложных систем сейчас обязательно требую не просто мануал, а проведение обучающего вебинара для механиков и электриков заказчика. Это критически важно.
Вопросы надежности и что скрывается за 'средним сроком наработки на отказ'
Все производители декларируют высокую надежность. Но в чем она измеряется? Для системы управления источником гидравлического масла ключевые точки отказа — это силовые элементы (частотные преобразователи, контакторы), блоки питания и датчики. По опыту, китайские производители стали очень сильны в производстве силовых модулей. IGBT-транзисторы у них часто того же происхождения, что и у мировых брендов.
Слабым звеном лет пять назад были именно датчики давления и расхода, поставляемые в комплекте. Они могли 'плыть' по показаниям или выходить из строя от гидроударов. Сейчас ситуация улучшилась. Многие, как Лунцзюнь Электрик, перешли на использование датчиков специализированных субпоставщиков (например, Senpt или собственной разработки, но по лицензии), и их ресурс вырос до 50-60 тысяч часов в штатных условиях. Но 'штатные условия' — понятие растяжимое. Гидроудар при резком закрытии клапана — это нештатная ситуация? Для системы — да, но в реальной жизни она происходит регулярно. Поэтому в спецификациях теперь нужно отдельно оговаривать требования к устойчивости датчиков к пиковым давлениям, превышающим рабочие в 2-3 раза.
Еще один аспект надежности — ремонтопригодность. Конструкция шкафов у китайских поставщиков стала более модульной. Можно заменить плату драйвера или блок ввода-вывода, не разбирая всю систему. Это огромный плюс. На том же сайте видно, что компания предлагает модульные блоки управления, что подтверждает этот тренд.
Заключительные мысли: не цена, а общая стоимость владения
Итак, оценивая китайскую электрическую систему управления для гидравлики, уже нельзя подходить с шаблоном 'дешево и сердито'. Да, начальная стоимость часто ниже европейских аналогов на 25-40%. Но ключевой вопрос — в общей стоимости владения за 10 лет.
Сюда входит: стоимость пуско-наладки (может быть выше из-за необходимости тонкой настройки), стоимость планового ТО (частота может не отличаться), стоимость внезапных простоев и ремонтов (здесь как раз играет роль надежность и наличие сервисной поддержки). Если поставщик, подобный Компании Уси Лунцзюнь Электрик, имеет представительство или надежных партнеров в вашем регионе, как в России, это резко снижает риски и стоимость ремонта.
Выбор всегда компромисс. Для критически важного, уникального оборудования, где простой стоит десятки тысяч в час, возможно, стоит переплатить за европейский бренд с историей. Но для типовых промышленных применений — прессы, станки, технологические линии — современные китайские системы, особенно от производителей с серьезной инженерной школой, представляют собой полностью жизнеспособный, надежный и, что важно, постоянно развивающийся вариант. Главное — проводить тщательный аудит поставщика, тестировать оборудование на стенде перед отгрузкой и четко formalize все технические требования, особенно по части помехоустойчивости и адаптации к вашим конкретным процессам.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 VS1G Высоковольтный вакуумный выключатель
VS1G Высоковольтный вакуумный выключатель -
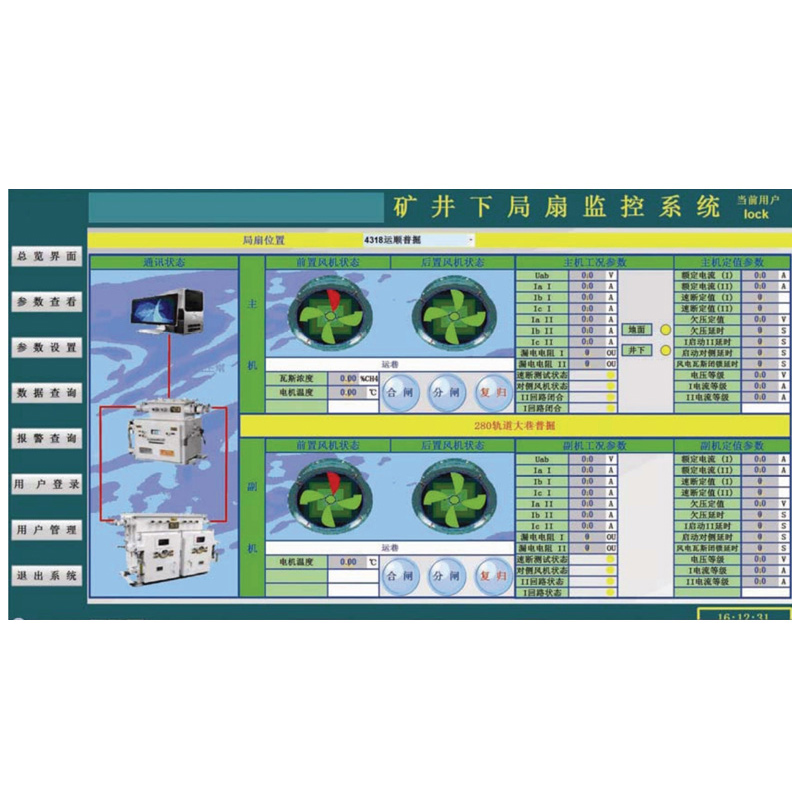
 ZNY1 Высоковольтный вакуумный выключатель с постоянным магнитом и твердым уплотнением
ZNY1 Высоковольтный вакуумный выключатель с постоянным магнитом и твердым уплотнением -
 PJG53A-10(6)Y Взрывозащищенный и искробезопасный механизм с постоянными магнитами Высоковольтное вакуумное устройство распределения электроэнергии для горной промышленности
PJG53A-10(6)Y Взрывозащищенный и искробезопасный механизм с постоянными магнитами Высоковольтное вакуумное устройство распределения электроэнергии для горной промышленности -
 CZRN01-33 Автоматическая система мониторинга напорного вентилятора
CZRN01-33 Автоматическая система мониторинга напорного вентилятора -
 CZRN01-32 Система онлайн-мониторинга и контроля главного вентилятора
CZRN01-32 Система онлайн-мониторинга и контроля главного вентилятора -
 MNS низковольтное выкатное распределительное устройство(5)
MNS низковольтное выкатное распределительное устройство(5) -
 CZRN01-35 Автоматическая система управления очистными сооружениями
CZRN01-35 Автоматическая система управления очистными сооружениями -
 RNLJ-300S гидравлический источник масла электрическая система управления
RNLJ-300S гидравлический источник масла электрическая система управления -
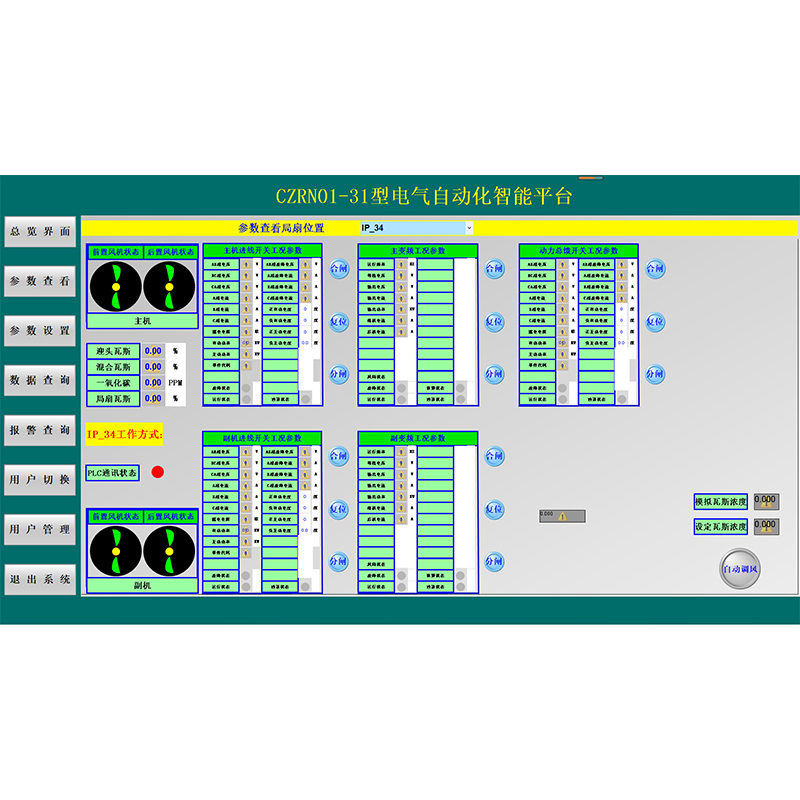 CZRN01-31 Интеллектуальная система управления вентилятором местной вентиляции
CZRN01-31 Интеллектуальная система управления вентилятором местной вентиляции -
 GKG-125010(6) высоковольтное вакуумное распределительное устройство общего типа для горной промышленности(2)
GKG-125010(6) высоковольтное вакуумное распределительное устройство общего типа для горной промышленности(2) -
 ZN3-10(6)Высоковольтный вакуумный выключатель
ZN3-10(6)Высоковольтный вакуумный выключатель -
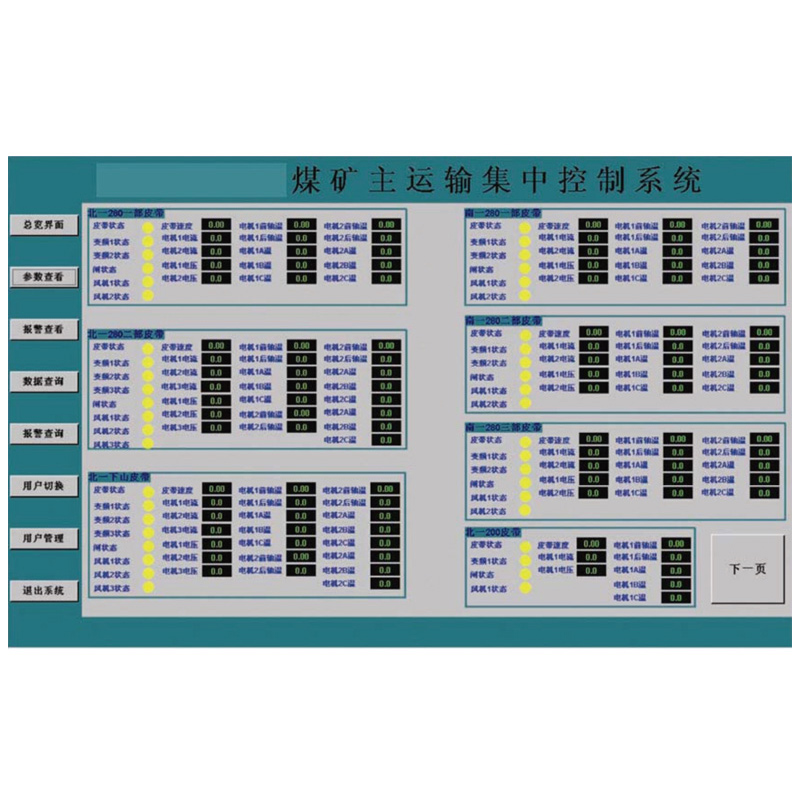 CZRN01-11 Централизованная система управления транспортом в масштабах шахты
CZRN01-11 Централизованная система управления транспортом в масштабах шахты
Связанный поиск
Связанный поиск- Производители низковольтных распределительных устройств
- Знаменитые магнитные пусковые реле
- Высококачественные реверсивные пускатели
- Отличный хороший стартер
- Китай напряжение распределительных устройств
- Превосходный шахтный транспорт
- Производитель очистки сточных вод
- Знаменитое распределительное оборудование до 1000 В
- Контакторные пускатели из Китая
- Ведущий этаж распределительной станции