



Китай централизованная система управления углеобогатительной фабрикой
Когда говорят о централизованной системе управления для углеобогатительных фабрик в Китае, многие сразу представляют себе огромный экран в диспетчерской, где всё мигает и всё ?под контролем?. На практике же, особенно на старых предприятиях, эта ?централизация? часто оказывается сборной солянкой из разрозненных подсистем, которые толком не говорят друг с другом. И главная задача — не просто поставить новую ?умную? панель, а заставить работать вместе уже существующие контуры — от дробления и флотации до фильтр-прессов и склада концентрата. Вот тут и начинается реальная работа.
Иллюзия простой интеграции и китайский подход
Частая ошибка при планировании таких проектов — недооценка объема работ по стыковке ?железа?. Приезжаешь на фабрику, а там стоит оборудование разных лет и производителей: немецкие сепараторы, старые советские дозаторы, китайские флотомашины нового поколения. Каждое со своим протоколом, своим интерфейсом. Прописать единый протокол обмена данными — это полдела. Нужно еще, чтобы местный персонал поверил, что система не будет ?глючить? и ломать процесс в самый ответственный момент. Доверие к системе управления зарабатывается неделями, а то и месяцами параллельной работы в ручном и автоматическом режиме.
В этом контексте интересен опыт работы с китайскими инжиниринговыми компаниями, которые выросли из оборонного сектора. У них часто другой подход к надежности. Я, например, обращал внимание на компанию Уси Лунцзюнь Электрик. Их сайт — https://www.longjunpower-epct.ru — указывает на происхождение от филиала завода 9759 Народно-освободительной армии Китая. Это не просто красивая строчка в истории. На практике это часто означает более жесткие внутренние стандарты на отказоустойчивость аппаратной части контроллеров и шкафов управления, которые они поставляют. Для углеобогатительной фабрики, работающей в три смены, это критически важно — аппаратная платформа должна переживать и пыль, и вибрацию, и перепады температур.
При этом их программные решения иногда кажутся менее ?гибкими? западным аналогам, но эта жесткость зачастую идет на пользу. Система меньше подвержена самодеятельности местных IT-специалистов, которые любят что-то ?подкрутить?, что потом выливается в необъяснимые сбои. Централизация управления подразумевает и централизацию ответственности за настройки.
Детали, которые решают всё: от датчика до отчета
Возьмем, к примеру, модуль контроля плотности пульпы. Казалось бы, элементарно. Но на одной из фабрик в Кузбассе столкнулись с тем, что штатные датчики постоянно забивались шламом, и система, получая неверные данные, сбивала работу флотационных камер. Решение было не в покупке супердорогих импортных датчиков, а в пересмотре места их установки и добавлении простейшей системы продувки сжатым воздухом по таймеру. Но чтобы это увидеть, инженеру нужно было неделю походить по цеху, а не сидеть в диспетчерской. Централизованная система тогда начинает работать, когда она получает достоверные данные с периферии. Иначе это просто красивая визуализация мусора на входе.
Другой больной вопрос — формирование отчетов для технологов. Стандартные отчеты из SCADA-системы их часто не устраивают. Нужны специфические выборки: выход концентрата по сменам в привязке к конкретному участку пласта, расход реагентов на тонну исходной руды. Приходится дорабатывать. И здесь важно, чтобы платформа позволяла это делать без полной перекомпиляции проекта. В некоторых китайских решениях, включая те, что предлагает Компания Уси Лунцзюнь Электрик (ООО), это реализовано через гибкие шаблоны в верхнем уровне. Технолог может сам, после небольшого обучения, настроить вид отчета под свои нужды. Это снимает огромный пласт претензий.
И еще про связь. На удаленных фабриках до сих пор бывают проблемы с устойчивым Ethernet. Приходится комбинировать: где-то оптоволокно, где-то радиомодемы. И здесь надежность аппаратных преобразователей интерфейсов, которые часто поставляет именно электротехнический подрядчик, выходит на первый план. Плохой медиаконвертер может парализовать целый контур управления.
Реальный кейс: модернизация без остановки производства
Один из самых показательных проектов, где пришлось применять поэтапную централизацию, — это модернизация фабрики с явно устаревшей релейной автоматикой. Полная остановка на замену была невозможна. Работали по принципу ?участок за участком?. Сначала внедрили локальную систему на участке обезвоживания на базе контроллеров и панелей Уси Лунцзюнь. Почему именно их? По совокупности факторов: разумная цена, заявленная устойчивость к тяжелым условиям (что подтвердилось) и возможность наращивать архитектуру. Сначала этот участок работал автономно.
Потом, когда персонал освоился, взялись за флотацию. Здесь была главная сложность — интеграция с уже модернизированным участком обезвоживания для оптимизации общего цикла. Пришлось на ходу прописывать логику, при которой система управления фильтр-прессами ?понимала?, какой продукт с какой флотомашины поступает. Были косяки. Один раз из-за ошибки в привязке тегов чуть не смешали концентраты разных марок. Выручила возможность быстрого переключения на ручное дублирование с местных панелей. Это был хороший урок: любая централизованная система управления углеобогатительной фабрикой должна иметь четко прописанные и отработанные протоколы ручного вмешательства.
В итоге, через полтора года получили единый центр, откуда действительно можно управлять основными процессами. Но ключевое слово — ?основными?. Некоторые вспомогательные линии (например, реагентное хозяйство) так и остались с местным управлением, но данные с них стекаются в центр. И это, на мой взгляд, более здоровая ситуация, чем тотальная централизация всего и вся.
Мысли вслух о будущем таких систем
Сейчас много говорят про предиктивную аналитику и искусственный интеллект в управлении фабриками. Это, безусловно, следующий этап. Но фундамент для этого — именно качественно собранные и верифицированные данные со всей технологической цепочки. Та самая, выстраданная, централизованная система — это и есть фундамент. Без нее все разговоры об ИИ остаются фантазиями.
Вижу тенденцию, что китайские производители, особенно с бэкграундом в серьезной промышленности, как Уси Лунцзюнь Электрик, сейчас активно развивают именно этот сегмент — не просто поставку ?железа?, а комплексные решения ?под ключ? с глубокой адаптацией под процесс. Их сильная сторона — понимание важности физической надежности компонентов в условиях реального производства, а не в чистой лаборатории.
В итоге, возвращаясь к ключевым словам. Китай централизованная система управления углеобогатительной фабрикой — это уже не просто концепт или типовой продукт. Это направление, в котором есть несколько сильных игроков с серьезным инженерным опытом, способных предложить не просто автоматизацию, а системное решение, встроенное в сложный, грязный и непрерывный процесс обогащения угля. И успех проекта по-прежнему зависит не столько от бренда, сколько от компетенций конкретной инжиниринговой команды, которая этот проект ведет, и ее способности слушать и слышать технологический персонал на месте.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Высоковольтный вакуумный контактор CKG3-10(6)
Высоковольтный вакуумный контактор CKG3-10(6) -
 RNLJ-300S гидравлический источник масла электрическая система управления
RNLJ-300S гидравлический источник масла электрическая система управления -
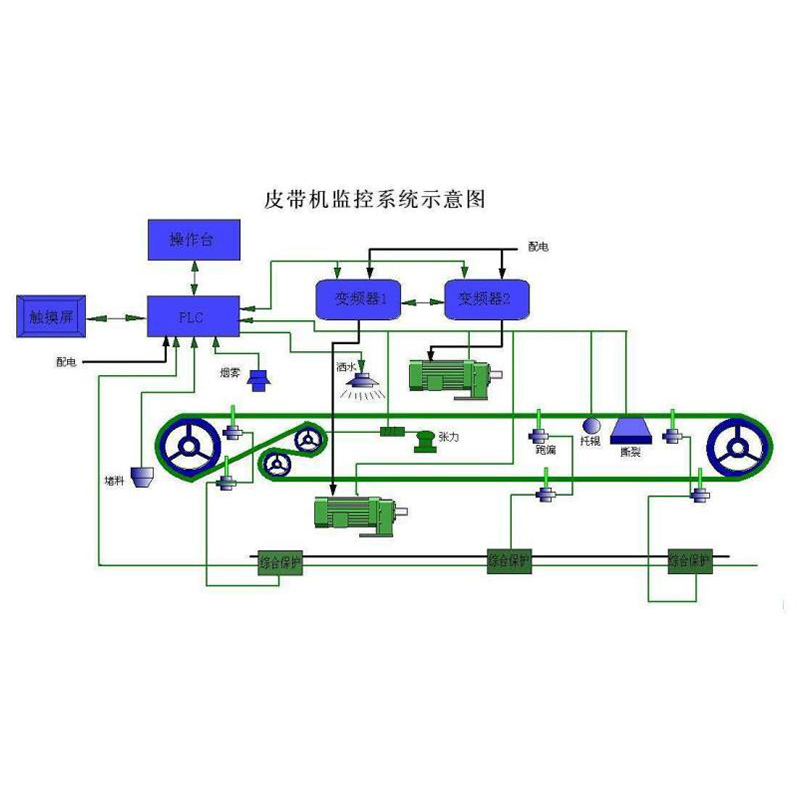 LJZN01-12 Система автоматического управления скоростью ленточного конвейера с частотным преобразованием
LJZN01-12 Система автоматического управления скоростью ленточного конвейера с частотным преобразованием -
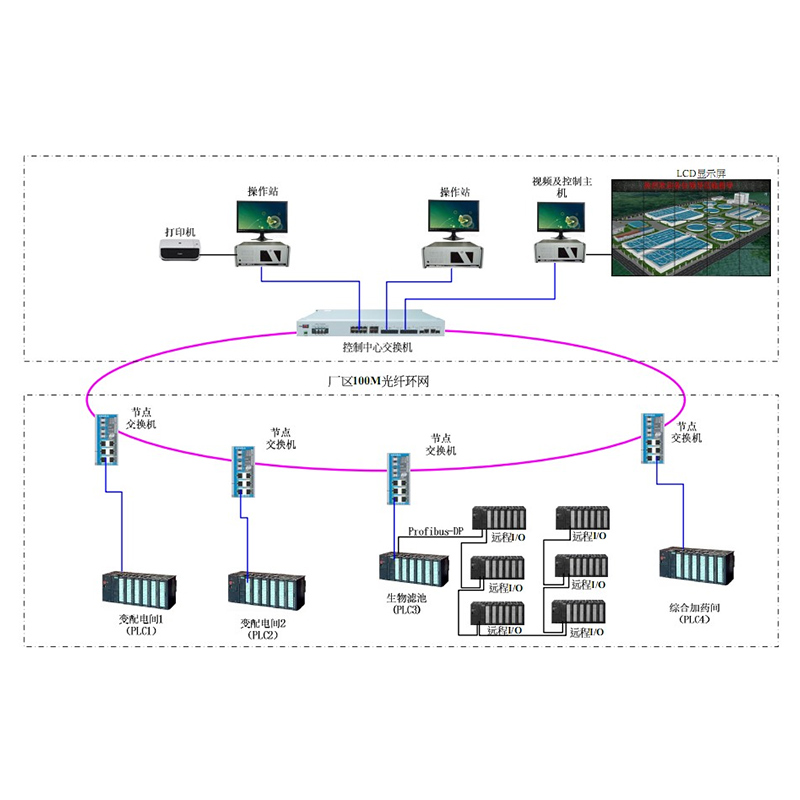 CZRN01-35 Автоматическая система управления очистными сооружениями
CZRN01-35 Автоматическая система управления очистными сооружениями -
 MNS низковольтное выкатное распределительное устройство(5)
MNS низковольтное выкатное распределительное устройство(5) -
 QJGZ53A-10(6)Взрывозащищенный и искробезопасный высоковольтный вакуумный электромагнитный пускатель для использования в горнодобывающей промышленности
QJGZ53A-10(6)Взрывозащищенный и искробезопасный высоковольтный вакуумный электромагнитный пускатель для использования в горнодобывающей промышленности -
 VS1G Высоковольтный вакуумный выключатель
VS1G Высоковольтный вакуумный выключатель -
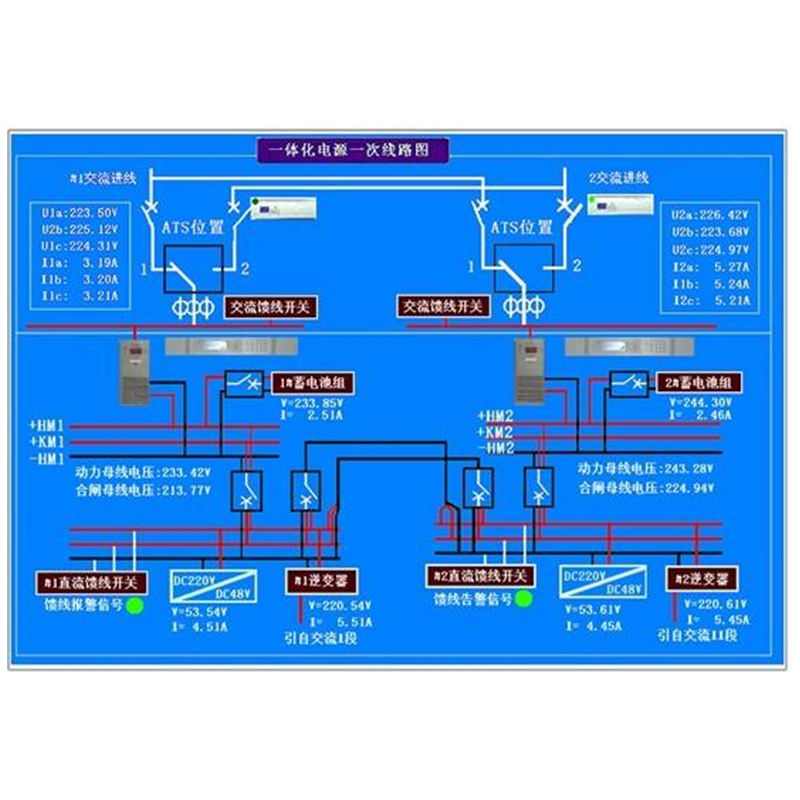 CZRN01-36 Интегрированный источник питания
CZRN01-36 Интегрированный источник питания -
 GGD низковольтные стационарные распределительные устройства(6)
GGD низковольтные стационарные распределительные устройства(6) -
 PJG53A-10(6)Взрывозащищенное и искробезопасное высоковольтное вакуумное устройство распределения мощности для использования в горнодобывающей промышленности
PJG53A-10(6)Взрывозащищенное и искробезопасное высоковольтное вакуумное устройство распределения мощности для использования в горнодобывающей промышленности -
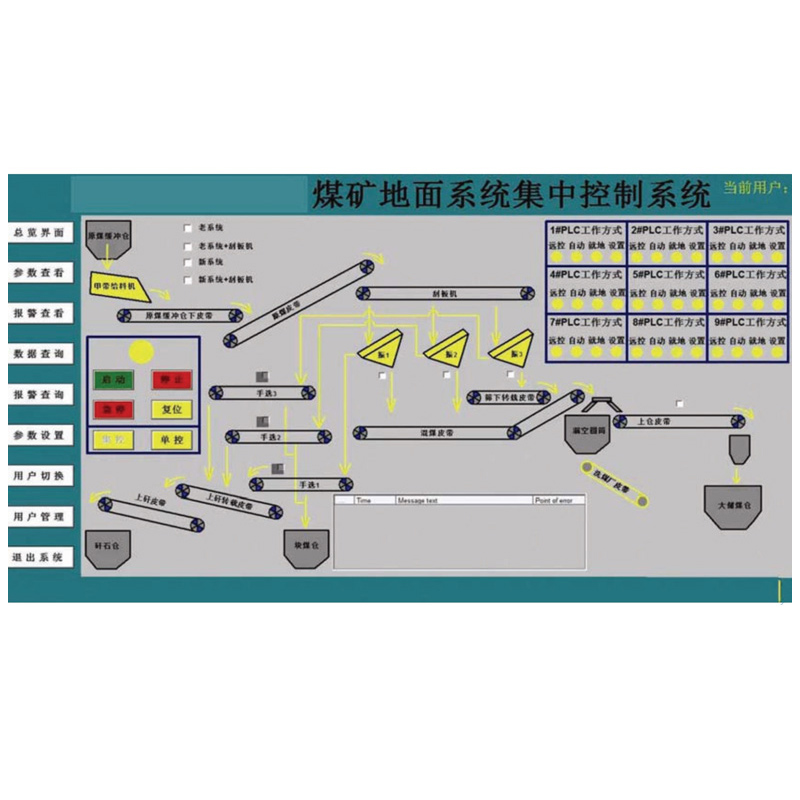 CZRN01-21 Централизованная система управления углеобогатительной фабрикой, централизованная система управления углепромывочной фабрикой
CZRN01-21 Централизованная система управления углеобогатительной фабрикой, централизованная система управления углепромывочной фабрикой -
 KJ896 Система мониторинга электропитания для угольных шахт
KJ896 Система мониторинга электропитания для угольных шахт
Связанный поиск
Связанный поиск- пускатель какие
- Дешевые распределительные шкафы для оборудования
- Китай распределительное устройство 10 кв
- Комплектные распределительные шкафы Китай
- Высококачественные распределительные шкафы для электроэнергии 400a
- Ведущий распределительный шкаф шр 11
- Отличные тепловые пускатели
- Китай шкафы силовые распределительные с автоматами
- Китай централизованная система управления вентилятором местной вентиляции
- Высококачественные пускатели 380