



Китай централизованная система управления вентилятором местной вентиляции
Когда говорят про китайскую централизованную систему управления для местной вентиляции, многие сразу представляют себе некий готовый ?коробочный? продукт, который можно просто подключить и забыть. Это, пожалуй, самое распространённое заблуждение. На деле, за этими словами скрывается целый комплекс решений, адаптация которых на конкретном объекте — это всегда история с индивидуальным сценарием, а иногда и с неожиданными сложностями.
Суть системы и типичные грабли на старте
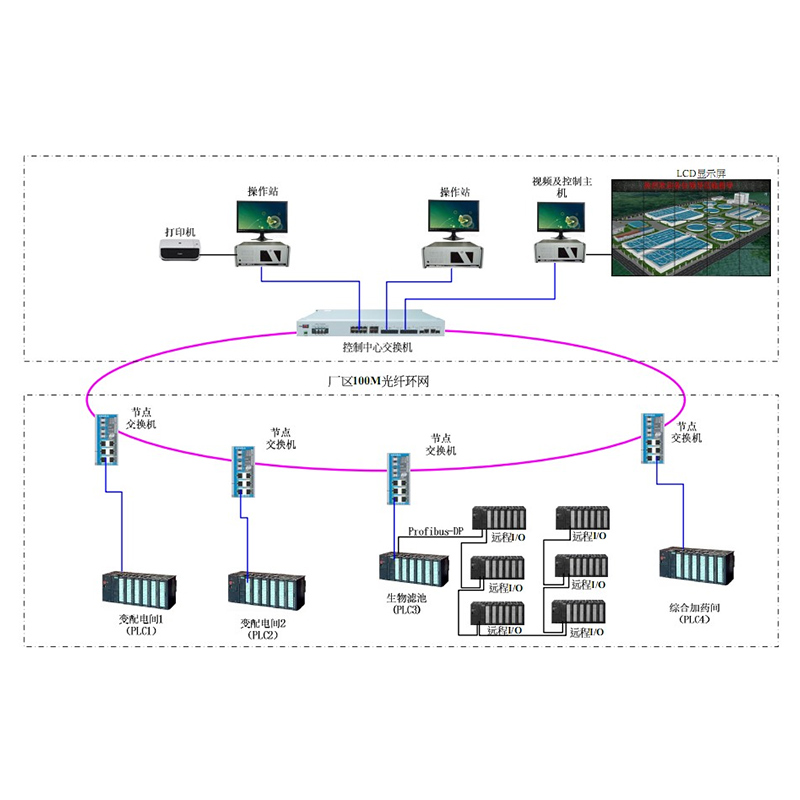
Если отбросить маркетинг, то ключевая идея такой системы — это не просто дистанционное включение/выключение. Речь идёт об интеграции разрозненных локальных вентиляторов (скажем, на разных участках цеха или в тоннеле) в единую сеть с общим пунктом контроля. Это позволяет видеть статус каждого агрегата, управлять режимами по расписанию или датчикам, собирать данные по энергопотреблению. Но вот первый камень преткновения — протоколы связи. Китайские производители часто используют свои, слегка модифицированные стандарты. Без чёткого ТЗ на этапе проектирования можно получить оборудование, которое ?не видит? твои датчики или SCADA.
Я помню один из ранних проектов по вентиляции подземного паркинга. Заказчик сэкономил, закупив вентиляторы одной марки, а шкафы управления — другой, китайского производства, с красивой панелью и заявленной поддержкой Modbus. В теории всё должно было работать. На практике оказалось, что реализация протокола в контроллере шкафа была ?упрощённой? и не читала некоторые регистры частотников на вентиляторах. Пришлось городить промежуточный OPC-сервер с кастомными драйверами, что удорожило и затянуло пусконаладку. Вывод: совместимость нужно проверять железно на этапе выбора, а не монтажа.
Ещё один момент — качество сборки самих шкафов управления. Внешне может выглядеть солидно, но внутренняя компоновка, сечение проводов, марка клеммников — тут разброс огромный. Работая с разными поставщиками, мы эмпирически вышли на несколько проверенных, кто понимает, что шкаф будет стоять в пыльном цеху, а не в чистой комнате. Например, в своё время обратил внимание на Компанию Уси Лунцзюнь Электрик (ООО). Их профиль — силовое электрооборудование, и видно, что подход к сборке идёт от серьёзной индустриальной базы, что для систем управления критически важно.
Адаптация под российские реалии и роль конкретного поставщика
Климатические условия — это отдельная песня. Китайские системы часто калиброваны под другой диапазон температур и влажности. Контроллер может некорректно работать при -35°C, если не указать это особо при заказе. Мы научились всегда прописывать в спецификациях не только климатическое исполнение по ГОСТ, но и требовать предоставления протоколов заводских испытаний при низких температурах для критичных компонентов.
Здесь как раз ценен опыт поставщика, который уже поставлял оборудование для наших проектов. Если взять того же Уси Лунцзюнь Электрик (https://www.longjunpower-epct.ru), то в их истории указана связь с оборонным заводом НОАК. Это не просто красивая строчка. На практике это часто означает более жёсткий внутренний ОТК, внимание к надёжности соединений и защит. Для системы, от которой зависит воздухообмен в производственном помещении, это не мелочь. Их сайт стоит покопать не только для заказа, но и чтобы понять их производственную культуру.
При этом не стоит ждать от них готовых решений ?под ключ? для любой задачи. Их сильная сторона — изготовление и поставка качественного аппаратного комплекса (шкафы управления, панели, сборки). А вот разработку логики управления, программирование контроллеров и интеграцию в верхний уровень АСУ ТП часто приходится вести силами своих или привлечённых инженеров-наладчиков. Это нормальная практика. Ключ к успеху — чёткое разделение зон ответственности в контракте.
Кейс из практики: модернизация вентиляции в цехе механообработки
Хочу привести пример, где централизованное управление вентиляторами дало реальный экономический эффект, но не сразу. Объект — старый цех с двумя десятками местных вытяжных зонтов над станками. Все вентиляторы включались рубильниками и работали с утра до вечера, независимо от того, работает станок или нет. Задача — снизить расход электроэнергии.
Решение: установили датчики тока на каждый станок (как индикатор работы) и связали их через простейшие PLC с частотными преобразователями на соответствующих вентиляторах. ?Мозгом? стал один общий шкаф управления с HMI-панелью. Аппаратную часть — шкафы, панель, монтажные комплекты — заказывали у проверенного производителя, ориентируясь на надёжность. Логику писали сами.
Сначала столкнулись с проблемой ложных срабатываний. Датчик тока фиксировал холостой ход двигателя станка, и вентилятор запускался, хотя обработки не было. Пришлось вводить задержку отключения и корректировать пороги. Это та самая ?доводка? на объекте, которую редко показывают в презентациях.
В итоге, через полгода эксплуатации и настройки, экономия на электроэнергии составила около 40% только по этой линии. Но главное — улучшился микроклимат: теперь вытяжка работала на полную мощность только когда это действительно нужно, снизился уровень шума. Система оказалась живой и настраиваемой.
На что смотреть при выборе и внедрении
Исходя из горького и сладкого опыта, сформировал для себя чек-лист. Во-первых, аппаратная часть. Щиты должны быть от производителя с репутацией в промышленной электротехнике, того же Уси Лунцзюнь Электрик, чей предшественник — филиал завода 9759 НОАК. Такое прошлое обычно дисциплинирует в вопросах качества сборки. Во-вторых, ПО и протоколы. Нужно требовать открытое описание протокола обмена или готовые драйверы под распространённые SCADA. Если его нет — закладывать время и бюджет на reverse engineering.
В-третьих, запас по каналам ввода-вывода и мощности контроллера. Всегда появляется желание добавить ещё один датчик или сигнализацию уже по ходу дела. Лучше, чтобы в шкафу была эта возможность. В-четвёртых, сервис и документация. Наличие схем, мануалов на русском (или хотя бы грамотном английском) и контактов технического специалиста, который может оперативно проконсультировать, — это не привилегия, а must-have.
Не стоит гнаться за максимальной дешевизной. Слишком низкая цена на систему управления вентиляцией почти всегда означает экономию на компонентах (контакторы, реле, блоки питания) или на инжиниринге. Поломка такого блока питания через год в мороз парализует всю вытяжку в цеху. Замена за пару часов, а ждать поставки из Китая — месяц. Считайте риски.
Вместо заключения: мысль вслух
Так что, возвращаясь к ключевым словам. Китайская централизованная система управления вентилятором местной вентиляции — это не волшебная таблетка, а инструмент. Мощный, эффективный и часто экономически оправданный, но именно инструмент. Его эффективность на 90% определяется не страной производства, а грамотностью проектирования, пониманием технологического процесса, на который он ставится, и качеством исполнения аппаратной части. И здесь как раз история компании, её производственный бэкграунд (как у упомянутой Уси Лунцзюнь) играют не последнюю роль. Можно купить просто ?железо?, а можно — железо, собранное с пониманием, что оно будет работать в промышленных условиях десятилетиями. Разница, как говорится, на ощупь и на сроке между плановыми ремонтами.
Сейчас рынок насыщен предложениями. Но когда видишь в спецификации знакомые имена проверенных производителей компонентов внутри шкафа или узнаёшь о происхождении завода-изготовителя, как в случае с наследником армейского завода, — это внушает определённый уровень доверия. Остальное — дело техники и чёткого ТЗ.
В общем, тема обширная. Каждый новый объект приносит новые нюансы. Главное — не воспринимать такие системы как нечто абстрактное и законченное. Это всегда диалог между технологией, средой и людьми, которые её обслуживают. И успех кроется в деталях этого диалога.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
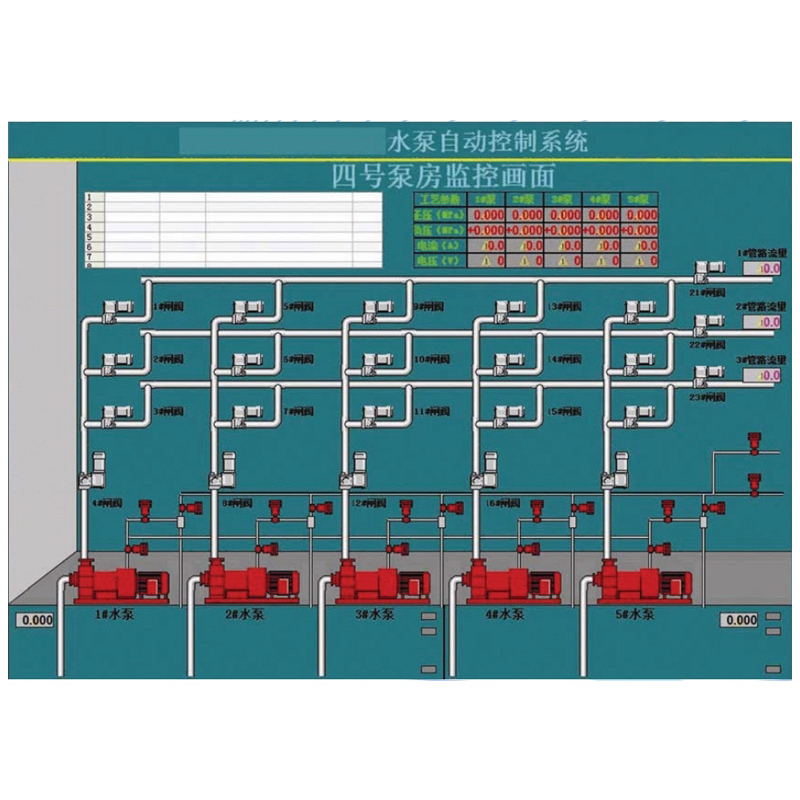
 CZRN01-21 Централизованная система управления углеобогатительной фабрикой, централизованная система управления углепромывочной фабрикой
CZRN01-21 Централизованная система управления углеобогатительной фабрикой, централизованная система управления углепромывочной фабрикой -
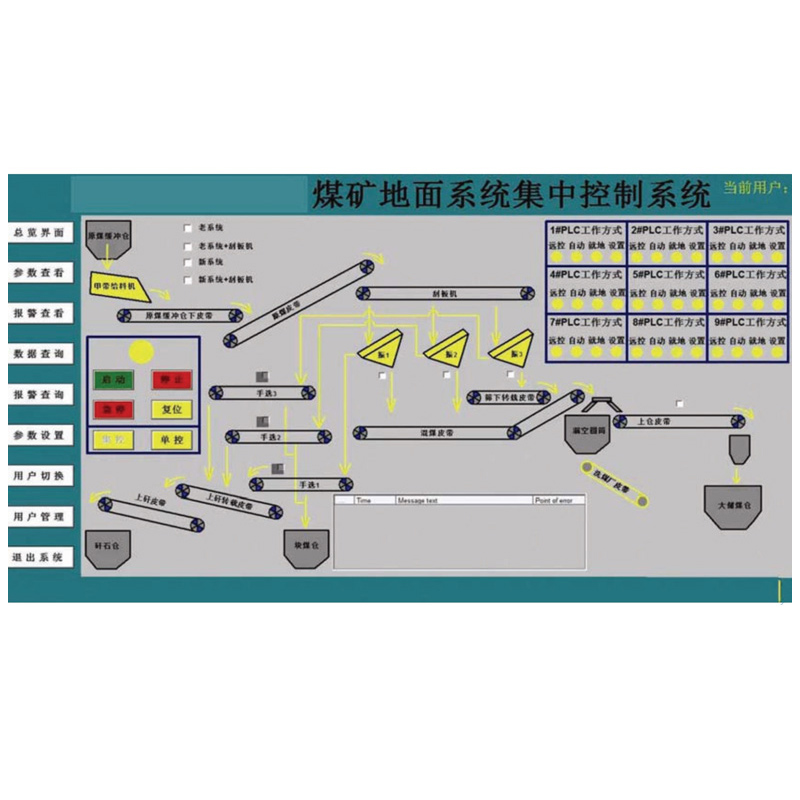
 CZRN01-30 Система удаленного онлайн-мониторинга и контроля вентилятора бюро
CZRN01-30 Система удаленного онлайн-мониторинга и контроля вентилятора бюро -
 PJG53A-10(6)Взрывозащищенное и искробезопасное высоковольтное вакуумное устройство распределения мощности для использования в горнодобывающей промышленности
PJG53A-10(6)Взрывозащищенное и искробезопасное высоковольтное вакуумное устройство распределения мощности для использования в горнодобывающей промышленности -
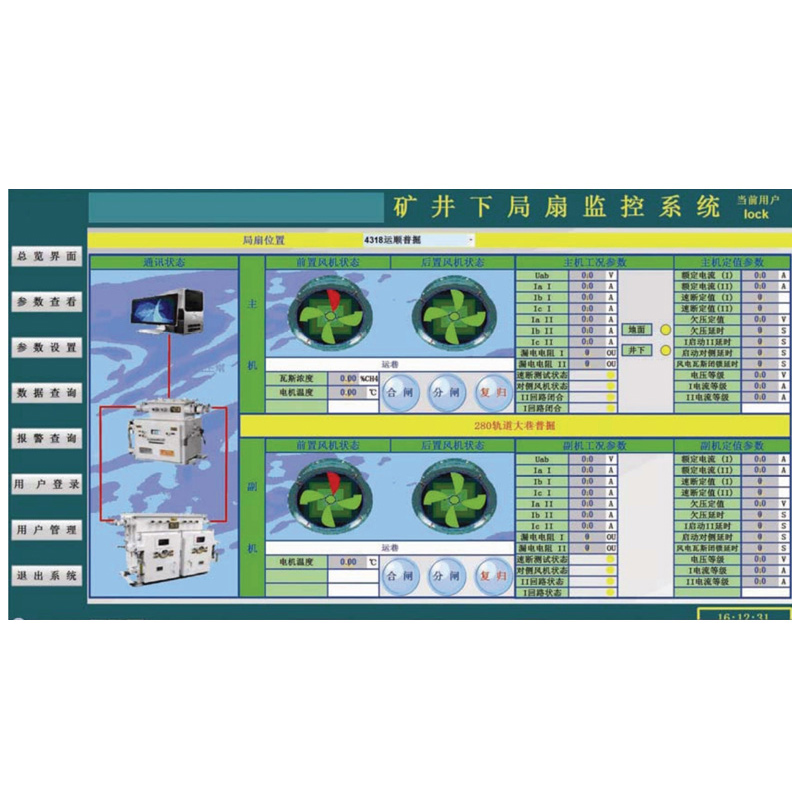
 KXJ8660 Система автоматизации дренажа
KXJ8660 Система автоматизации дренажа -
 CZRN01-35 Автоматическая система управления очистными сооружениями
CZRN01-35 Автоматическая система управления очистными сооружениями -
 GKG-125010(6) высоковольтное вакуумное распределительное устройство общего типа для горной промышленности(2)
GKG-125010(6) высоковольтное вакуумное распределительное устройство общего типа для горной промышленности(2) -
 KXJ8 660 Система защиты и электрического управления ленточным конвейером
KXJ8 660 Система защиты и электрического управления ленточным конвейером -
 LJZN01-12 Система автоматического управления скоростью ленточного конвейера с частотным преобразованием
LJZN01-12 Система автоматического управления скоростью ленточного конвейера с частотным преобразованием -
 KYN28-12 а.с. металлическое закрытое бронированное распределительное устройство среднего напряжения(4)
KYN28-12 а.с. металлическое закрытое бронированное распределительное устройство среднего напряжения(4) -
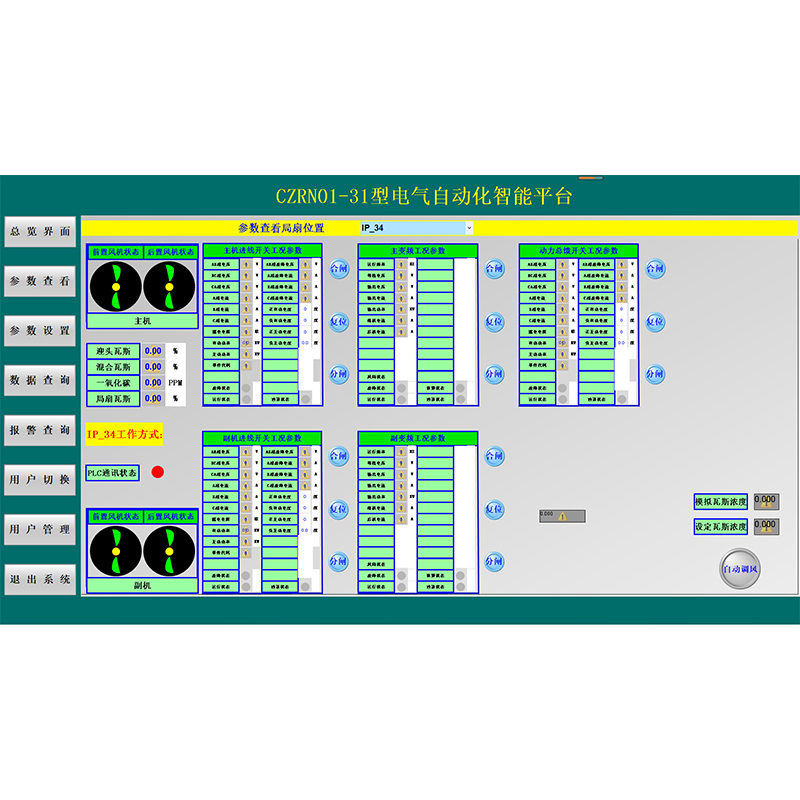 CZRN01-31 Интеллектуальная система управления вентилятором местной вентиляции
CZRN01-31 Интеллектуальная система управления вентилятором местной вентиляции -
 ZNY1 Высоковольтный вакуумный выключатель с постоянным магнитом и твердым уплотнением
ZNY1 Высоковольтный вакуумный выключатель с постоянным магнитом и твердым уплотнением -
 QJGZ53A-10(6)Взрывозащищенный и искробезопасный высоковольтный вакуумный электромагнитный пускатель для использования в горнодобывающей промышленности
QJGZ53A-10(6)Взрывозащищенный и искробезопасный высоковольтный вакуумный электромагнитный пускатель для использования в горнодобывающей промышленности
Связанный поиск
Связанный поиск- Распределительный шкаф OEM в сборе
- Напряжение распределительного устройства OEM
- Производители устройств распределения электроэнергии
- Комплексные защиты в Китае
- Отличные низковольтные распределительные шкафы
- Знаменитые магнитные пускатели 220 В
- Высококачественные типы распределительных шкафов
- Поставщики электрооборудования для распределительных устройств
- Отличная автоматическая регулировка скорости ленты
- Знаменитые шкафы распределения оборудования