



Китай централизованная система управления углепромывочной фабрикой
Когда говорят о централизованной системе управления в китайских углепромывочных комплексах, многие сразу представляют себе некий единый пульт с кучей мониторов, где всё автоматически работает. На деле же, особенно лет десять назад, под этой терминологией часто скрывалась простая диспетчеризация данных без реального контура обратной связи. Сам работал на нескольких объектах, где подрядчики ставили ?централизованные? щиты, которые лишь показывали параметры, но не позволяли вмешиваться в технологический цикл – например, скорректировать плотность суспензии в отсадочной машине или остановить конвейер при перегрузке дробилки. Это была не система, а дорогая визуализация.
От военного завода к промышленной автоматизации: эволюция подхода
Интересно проследить, как менялась сама философия управления. Возьмём, к примеру, компанию Компания Уси Лунцзюнь Электрик (ООО) – её предшественником был филиал завода Луншань 9759-го завода НОАК. Такие предприятия изначально имели жёсткую, иерархическую культуру производства, что, как ни странно, впоследствии повлияло на подход к построению систем управления для гражданских секторов. Не просто так многие инженеры оттуда перешли в энергетику и горно-обогатительный комплекс. Их принцип: управление должно быть не просто централизованным, но и резервированным, с чётким протоколом действий при отказе. На сайте longjunpower-epct.ru видно, что компания сохранила этот акцент на надёжности, хоть и адаптировала решения под современные стандарты.
На одной из фабрик в Шаньси мы как раз внедряли систему, где использовались контроллеры, поставляемые подобными предприятиями. Не буду скрывать, первая итерация провалилась – пытались взять готовую схему с ТЭЦ и применить её к углепромывке. Не учли, например, абразивность среды: датчики уровня в отстойниках забивались шламом за неделю, и система управления начинала ?врать?, показывая некорректный уровень пульпы. Пришлось совместно с инженерами, в том числе консультируясь со специалистами из Уси, перепроектировать точки отбора сигналов, ставить дополнительные фильтры и промывные контуры. Это был не вопрос софта, а именно физического понимания процесса.
Отсюда вывод: настоящая централизованная система управления углепромывочной фабрикой начинается не с покупки дорогого SCADA, а с глубокого аудита технологических цепочек. Где реальные точки принятия решений? Какой параметр первичен: расход воды на флотации или плотность угольного шлама? Часто заказчик хочет контролировать всё, но на практике ключевых точек два-три десятка, а остальное – вторичный мониторинг.
?Умный? цех против ?зацентрализованного?: в чём разница?
Сейчас модно говорить об ?умных фабриках?. Но в углепромывке, где сырьё неоднородно, а оборудование изнашивается быстро, слепая автоматизация вредна. Был случай: система, настроенная на поддержание заданной зольности концентрата, увеличивала подачу реагента, не распознав, что проблема была в резком изменении гранулометрического состава исходного угля. В итоге – перерасход химикатов и нарушение схемы обезвоживания. Централизация тогда не сработала, потому что алгоритм не имел обратной связи по этому параметру.
Поэтому эффективная система – это не тотальная централизация, а иерархия. Нижний уровень – локальные контуры (например, поддержание уровня в баке грохота). Средний – оптимизация участка (флотация, обезвоживание). Верхний – диспетчерский, где оператор видит ключевые KPI и может вмешаться в стратегию. Именно такую структуру мы в итоге выстроили на объекте в Внутренней Монголии, используя в том числе опыт партнёров, которые, как Уси Лунцзюнь Электрик, понимают важность разделения ответственности между уровнями автоматизации.
Кстати, о диспетчерских. Часто экономят на эргономике: ставят десятки экранов в плохо освещённой комнате. Через час оператор устаёт и пропускает важный тренд. Нужно не просто собрать данные в одну точку, а визуализировать их интуитивно. Мы стали применять сводные мнемосхемы с цветовой индикацией по принципу ?зелёный – норма, жёлтый – внимание, красный – остановка?. Это снизило количество ложных тревог.
Интеграция оборудования: подводные камни
Самая большая головная боль – это стыковка нового блока управления со старым оборудованием. На многих фабриках ещё работают дробилки или сепараторы советского или раннекитайского производства, у которых нет цифровых выходов. Приходится ставить дополнительные датчики и преобразователи сигналов. Иногда проще заменить узел целиком, но это упирается в бюджет и сроки остановки производства.
Здесь важна роль интегратора, который не просто продаёт ?коробочное? решение, а способен адаптировать его под конкретный завод. Просматривая проекты на longjunpower-epct.ru, вижу, что компания позиционирует себя именно как инжиниринговая, предлагая комплексные услуги ?под ключ?. Это правильный подход, потому что успех внедрения централизованной системы управления на 50% зависит от качественного предпроектного обследования и проработки интерфейсов.
Один из практических советов: всегда требовать от поставщика оборудования открытый протокол обмена данными (Modbus TCP, OPC UA). Закрытые протоколы потом больно ударят по карману при попытке модернизации. Мы однажды потратили три месяца на обратную разработку протокола для одного немецкого сепаратора, потому что производитель запросил астрономическую сумму за драйвер.
Экономика и надёжность: как найти баланс?
Внедрение централизованной системы – это инвестиция. Окупается она за счёт снижения расхода реагентов, электроэнергии, уменьшения потерь угля в хвостах и, что важно, за счёт высвобождения персонала для задач контроля качества, а не рутинного наблюдения за приборами. Но считать надо трезво. Нередко завышают ожидания от оптимизационных алгоритмов. Они хорошо работают на стабильном сырье, но наш уголь редко бывает стабильным.
Поэтому мы всегда закладываем этап ?обучения? системы, когда алгоритмы настраиваются на реальных данных в течение нескольких месяцев. И обязательно сохраняем возможность ручного дублирования критических операций. Полный ?автопилот? в углепромывке – это пока фантастика.
Надёжность – отдельная тема. Серверы, сеть, источники бесперебойного питания должны быть дублированы. И самое слабое звено – часто кабельные трассы в цехах с высокой вибрацией. Обрывы витой пары – классическая проблема. Переходим на оптоволокно там, где это возможно, или используют беспроводные мосты в пределах цеха, хотя с помехами тоже бывает сложно.
Взгляд в будущее: данные и кадры
Современная централизованная система управления углепромывочной фабрикой – это уже не просто АСУ ТП, а платформа для сбора данных. Накопленная статистика по тоннажу, зольности, влажности позволяет строить предиктивные модели, например, прогнозировать износ сит грохотов или планировать ремонты. Но чтобы это работало, нужны специалисты, которые понимают и технологию, и IT. Таких кадров не хватает.
Компании, которые всерьёз занимаются этой темой, как упомянутая Компания Уси Лунцзюнь Электрик (ООО), часто развивают собственные учебные программы для клиентов. Потому что даже самая продвинутая система без грамотных операторов и технологов, умеющих с ней работать, превращается в груду металла и проводов.
Итог моего опыта можно свести к простой мысли: централизация – это инструмент, а не цель. Её ценность в том, чтобы дать человеку-технологу больше информации и больше рычагов для принятия решений, а не заменить его. И строить её нужно снизу вверх, от технологии к автоматике, а не наоборот. Только тогда она станет не статьёй расходов, а реальным активом, повышающим эффективность всего предприятия.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Высоковольтный вакуумный контактор CKG3-10(6)
Высоковольтный вакуумный контактор CKG3-10(6) -
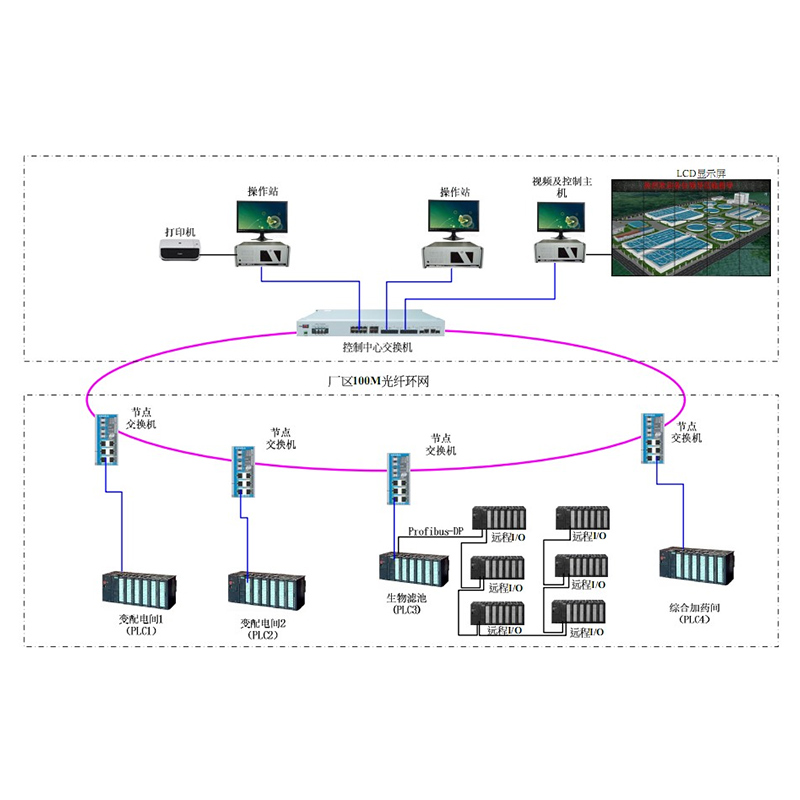
 CZRN01-11 Централизованная система управления транспортом в масштабах шахты
CZRN01-11 Централизованная система управления транспортом в масштабах шахты -
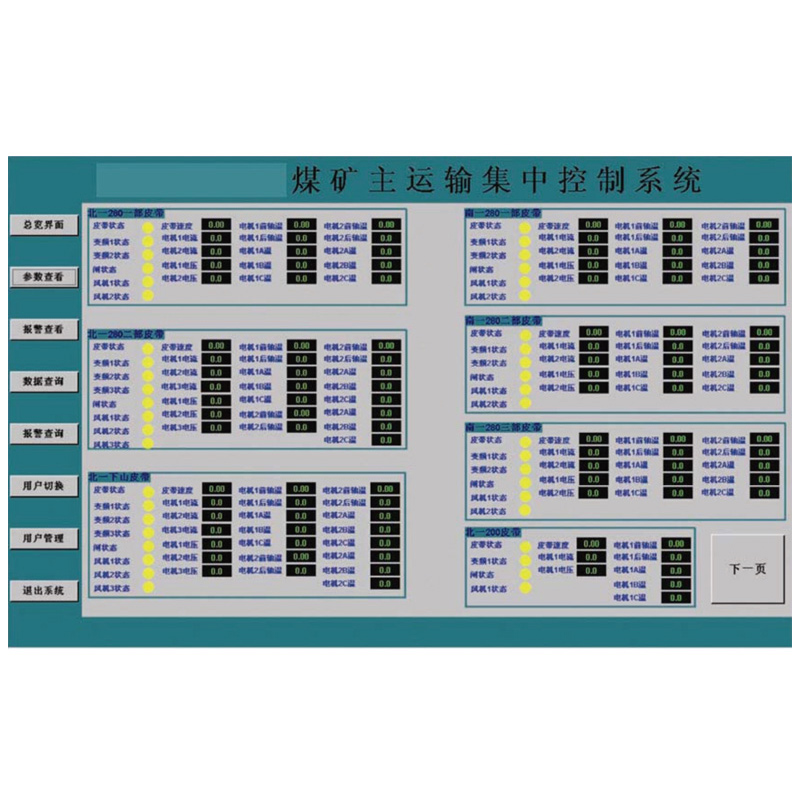
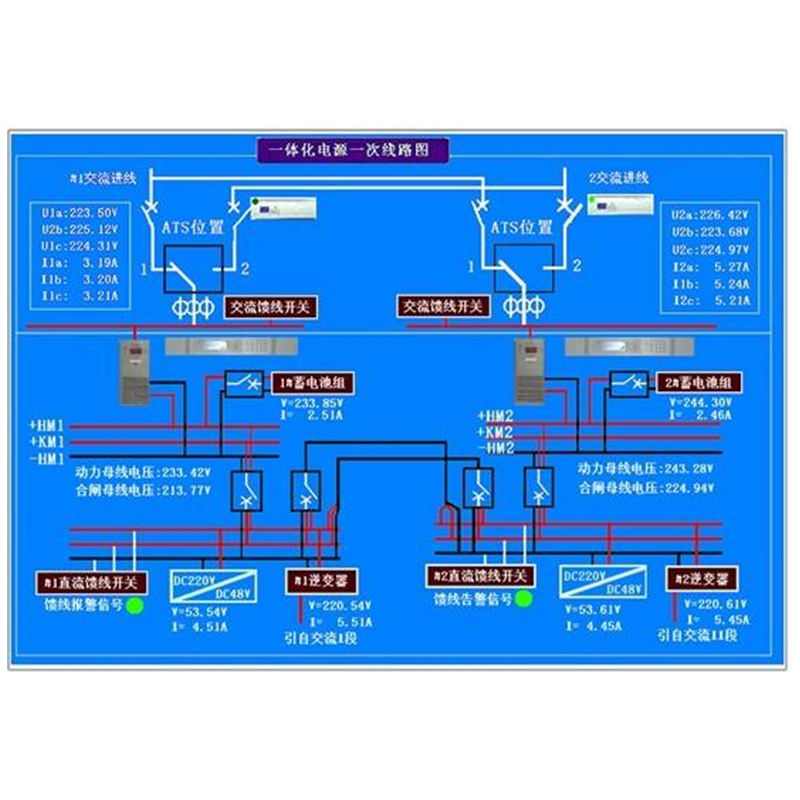 CZRN01-36 Интегрированный источник питания
CZRN01-36 Интегрированный источник питания -
 QJGZ53A-10(6)Взрывозащищенный и искробезопасный высоковольтный вакуумный электромагнитный пускатель для использования в горнодобывающей промышленности
QJGZ53A-10(6)Взрывозащищенный и искробезопасный высоковольтный вакуумный электромагнитный пускатель для использования в горнодобывающей промышленности -
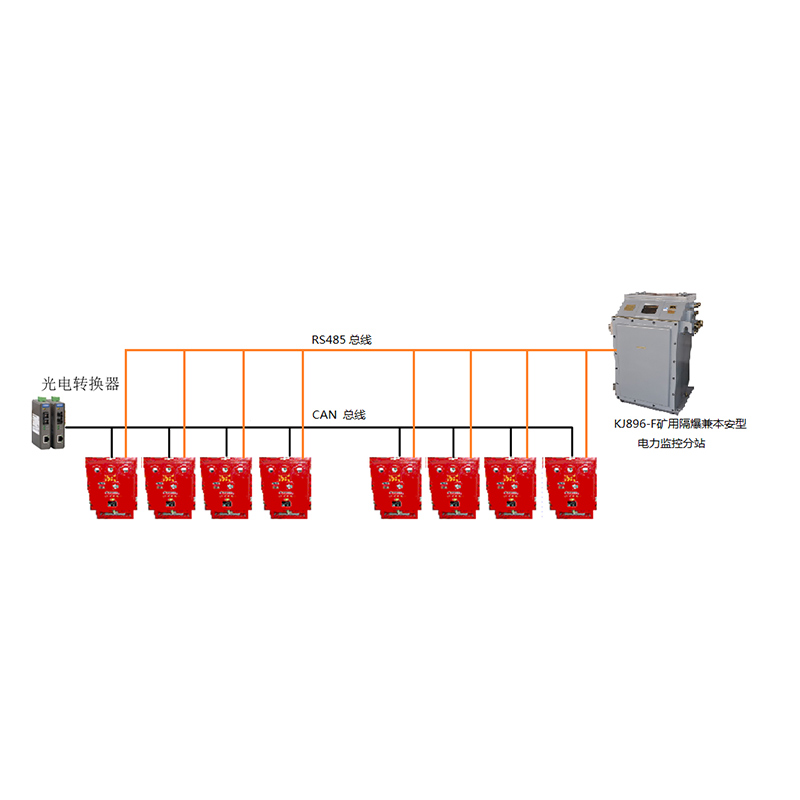 KJ896-F(A) Взрывозащищенная и искробезопасная подстанция мониторинга электропитания для использования в горнодобывающей промышленности
KJ896-F(A) Взрывозащищенная и искробезопасная подстанция мониторинга электропитания для использования в горнодобывающей промышленности -
 PJG53- 1250 Серия 10(6)Y Взрывозащищенное и искробезопасное высоковольтное вакуумное устройство распределения электроэнергии с постоянным магнитным механизмом для использования в горнодобывающей промышленности
PJG53- 1250 Серия 10(6)Y Взрывозащищенное и искробезопасное высоковольтное вакуумное устройство распределения электроэнергии с постоянным магнитным механизмом для использования в горнодобывающей промышленности -
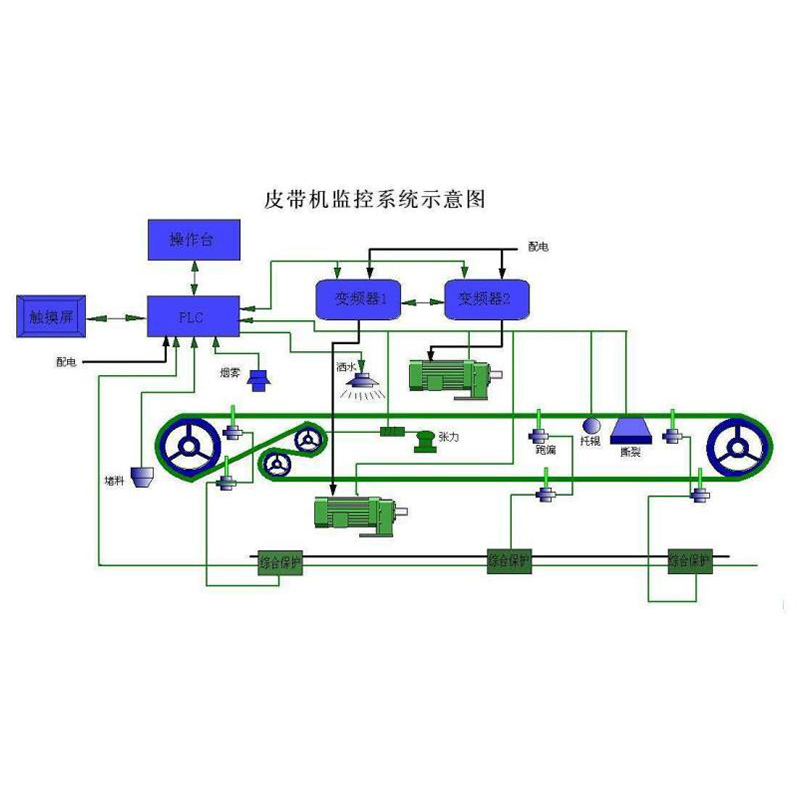 LJZN01-12 Система автоматического управления скоростью ленточного конвейера с частотным преобразованием
LJZN01-12 Система автоматического управления скоростью ленточного конвейера с частотным преобразованием -
 GKG-125010(6) высоковольтное вакуумное распределительное устройство общего типа для горной промышленности(2)
GKG-125010(6) высоковольтное вакуумное распределительное устройство общего типа для горной промышленности(2) -
 PJG53A-10(6)Взрывозащищенное и искробезопасное высоковольтное вакуумное устройство распределения мощности для использования в горнодобывающей промышленности
PJG53A-10(6)Взрывозащищенное и искробезопасное высоковольтное вакуумное устройство распределения мощности для использования в горнодобывающей промышленности -
 GGD низковольтные стационарные распределительные устройства(6)
GGD низковольтные стационарные распределительные устройства(6) -
 VS1G Высоковольтный вакуумный выключатель
VS1G Высоковольтный вакуумный выключатель -
 KYN28-12 а.с. металлическое закрытое бронированное распределительное устройство среднего напряжения(4)
KYN28-12 а.с. металлическое закрытое бронированное распределительное устройство среднего напряжения(4)
Связанный поиск
Связанный поиск- Купить релейный стартер
- Купить комплектное распределительное устройство
- Производитель взрывозащищенных и искробезопасных подстанций мониторинга электропитания для шахт
- Входной распределительный шкаф OEM
- Поставщики распределительных шкафов шр 11
- Купить выкатные распределительные устройства низкого напряжения
- Распределительные щиты из Китая
- Знаменитые распределительные устройства и блоки распределения
- Дешевые высоковольтные вакуумные
- Основные покупатели систем автоматического регулирования скорости движения ленты с частотно-регулируемыми приводами