



Китай автоматическая система управления очистными сооружениями
Когда говорят про автоматические системы управления очистными сооружениями из Китая, многие сразу представляют себе что-то дешёвое и ненадёжное. Но на деле, за последние лет пять ситуация сильно изменилась. Я сам долгое время скептически относился к таким решениям, пока не пришлось детально разбираться с проектом на одной из региональных станций аэрации. Там как раз стояло оборудование от китайских производителей, и я был удивлён, насколько глубоко они прорабатывают именно программную часть – не просто сбор данных, а именно предиктивную аналитику для управления нагрузкой. Конечно, не всё идеально, и об этом позже.
От военного завода к гражданским технологиям: неочевидная история
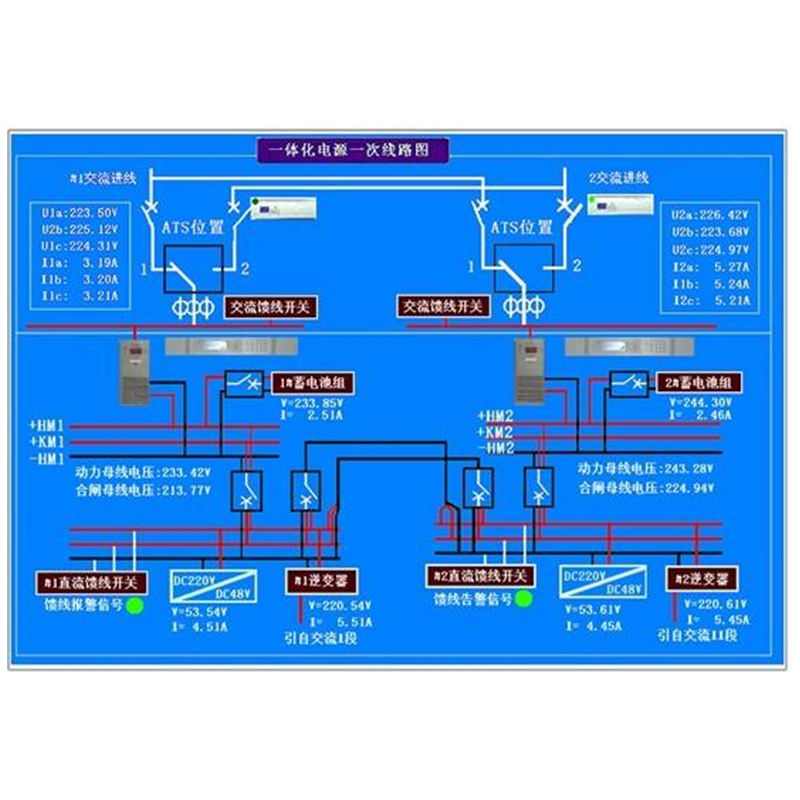
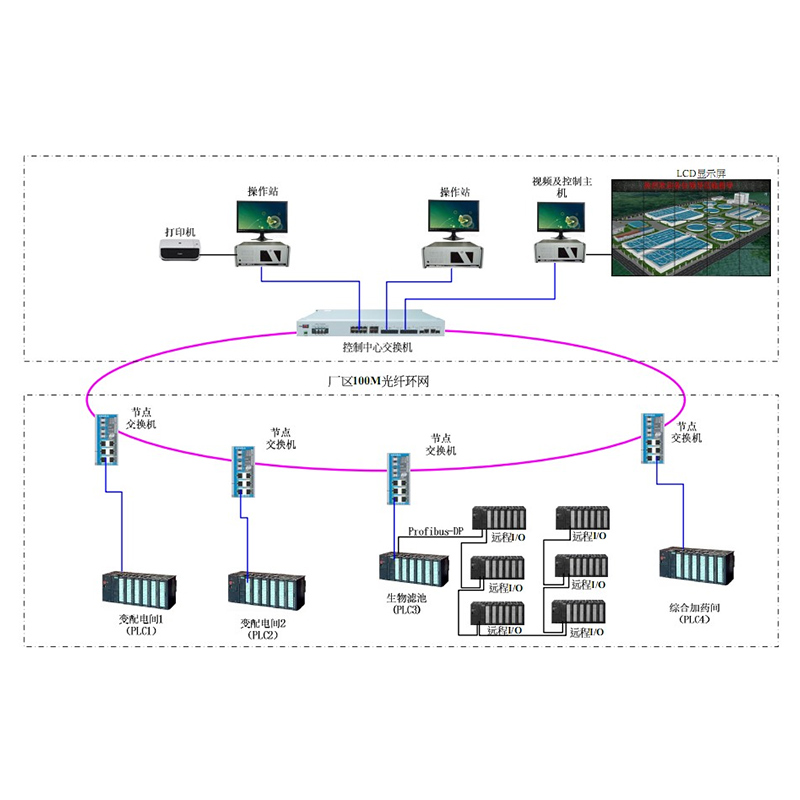
Вот, к примеру, возьмём Компанию Уси Лунцзюнь Электрик (ООО). Мало кто знает, но её предшественником был филиал завода Луншань 9759-го завода НОАК. Это важный момент. Оттуда идёт дисциплина в проектировании и подход к надёжности систем. Когда смотришь на их сайт (https://www.longjunpower-epct.ru), видишь стандартное описание, но суть в другом. Их инженеры часто имеют опыт работы именно с ответственными объектами, где отказоустойчивость – не пустое слово. Это чувствуется, когда начинаешь копаться в архитектуре их SCADA-систем для очистных сооружений. Они не столько красивые, сколько продуманные до мелочей, типа резервирования каналов связи или локальной логики на контроллерах при потере связи с сервером.
Я как-то общался с их технологом по видеосвязи. Он не стал расписывать преимущества, а сразу спросил: 'Какие у вас самые частые сбои по датчикам? По кислороду? По илам?' И начал показывать, как в их системе зашиты алгоритмы компенсации показаний при засорении датчика или как система может временно перейти на косвенные параметры управления. Это практический подход, который рождается только из опыта реальной эксплуатации, а не из маркетинговых брошюр.
При этом их штаб-квартира у подножия горы Хуэйшань – это не просто красивая картинка для сайта. Многие разработчики и тестировщики живут рядом, и у них, как ни странно, есть собственная небольшая испытательная площадка – мини-очистные сооружения, где они 'мучают' оборудование в разных режимах. Это дорого, и не каждый производитель на это идёт. Но это даёт им возможность отрабатывать сценарии, которые на реальном объекте приведут к аварии.
Где кроются подводные камни: интерфейсы и 'железо'
Самая большая головная боль при интеграции любой автоматической системы управления – это совместимость с существующим полевым оборудованием. Китайские системы здесь часто идут двумя путями. Первый – это попытка охватить всё многообразие протоколов, от Modbus и Profibus до более экзотичных. У Лунцзюнь, помню, была интересная гибридная шлюзовая система. Она могла работать как универсальный переводчик, но требовала тонкой настройки под конкретную модель частотника или датчика. Иногда настройка занимала пару дней, и это было неприятно для заказчика, который ждёт быстрого результата.
Второй путь – это продвижение собственного комплектного решения, 'всё из одних рук'. Это надёжнее, но дороже и часто упирается в консерватизм местных эксплуатационников. Они привыкли к определённым маркам насосов или аэраторов, и переубедить их сложно. Мы однажды попробовали поставить на одну линию полностью китайское 'железо' вместе с системой управления. С программной частью проблем не было, но один из дозаторов химии начал 'капризничать' при низких температурах. Производитель быстро прислал обновлённую версию с подогревом, но простой был, репутационный урон – тоже. Вывод: система управления очистными сооружениями должна быть гибкой к замене любого аппаратного компонента.
Ещё один нюанс – интерфейс оператора. Китайские системы раньше грешили перегруженными экранами и неочевидной логикой меню. Сейчас это исправляется, часто делаются локализованные версии под регион. Но иногда встречаются странные переводы технических терминов, которые вводят в ступор операторов. Приходится делать свою памятку. Это мелочь, но именно такие мелочи определяют, приживётся система на объекте или нет.
Реальный кейс: нештатная ситуация как лучший тест
Хочу рассказать про один случай, который многое для меня прояснил. На городских очистных, где мы внедряли систему от упомянутой компании, случился резкий залповый сброс от местного пищевого производства. Показатели по БПК и взвешенным веществам поползли вверх. Старая система просто бы забила тревогу. Новая же, получив данные с онлайн-анализаторов, сначала увеличила подачу воздуха в аэротенки, а потом, просчитав, что этого недостаточно, автоматически запустила контур рециркуляции активного ила из вторичных отстойников и подала коагулянт на вход. Всё это заняло минуты.
Но самое интересное было потом. Система не просто отработала сбой, а создала отчёт, где связала этот инцидент с данными о работе насосной станции на том предприятии (у нас был доступ к их графику). Она буквально указала: 'Вероятная причина – запуск линии мойки в 8:45'. Мы передали отчёт технологам предприятия, и те скорректировали график сбросов. Вот это и есть ценность современной автоматической системы – не контроль, а управление и даже профилактика.
Правда, для этого пришлось повозиться с настройкой математических моделей процессов. Китайские специалисты прислали базовые настройки, но их пришлось 'подкручивать' на месте, под реальный состав стоков и производительность ила. Неделю потратили на калибровку. Без грамотного технолога на нашей стороне это бы не сработало. Система – всего лишь инструмент.
Экономика вопроса: не только цена закупки
Когда обсуждают китайское оборудование, всегда говорят о цене. Да, автоматическая система управления от производителей вроде Лунцзюнь часто выходит на 20-30% дешевле европейских аналогов на этапе закупки. Но это не главное. Гораздо важнее стоимость владения. А здесь есть нюансы.
Во-первых, стоимость лицензий на ПО и обновлений. У китайских поставщиков она часто ниже и более предсказуема. Нет привязки к сложным подпискам. Во-вторых, ремонтопригодность. Они часто используют более распространённые и дешёвые комплектующие для контроллеров. Заказать плату или модуль ввода-вывода можно быстро, и стоит это не как крыло от самолёта. Но обратная сторона – иногда приходится ждать доставку из Китая 2-3 недели. Для критичных узлов мы сразу заказывали резервные модули и хранили на складе.
В-третьих, экономия на эксплуатации. Грамотно настроенная система оптимизирует расход электроэнергии на аэрацию и работу насосов. На том же объекте, через полгода после запуска, счёт за электричество снизился примерно на 15%. Это огромные деньги в масштабах года. Система сама подбирала режимы работы в зависимости от нагрузки и времени суток. Вот где окупаются все первоначальные хлопоты.
Взгляд в будущее: данные, AI и скепсис практика
Сейчас все говорят про искусственный интеллект и большие данные в водоотведении. Китайские разработчики активно это продвигают. На выставках показывают, как нейросеть предсказывает износ мембран ультрафильтрации или оптимизирует дозировку реагентов. Выглядит впечатляюще. Но мой опыт подсказывает, что для большинства очистных сооружений в России это пока излишество.
Более насущная и реалистичная задача – это создание отказоустойчивых, понятных и легко обслуживаемых систем. Чтобы слесарь шестого разряда мог понять логику работы и выполнить простейшую диагностику. Чтобы при отказе одного сервера второй мгновенно подхватывал управление без потери данных. Чтобы была простая и наглядная система формирования отчётности для надзорных органов.
И вот здесь я вижу прогресс. Новые поколения систем от тех же китайских компаний становятся менее 'замкнутыми'. Они позволяют легко выгружать данные в сторонние системы мониторинга, имеют открытые API. Это правильный путь. Ведь автоматическая система управления очистными сооружениями – это не 'чёрный ящик', а часть большой экосистемы предприятия. И её ценность определяется не количеством красивых графиков, а тем, насколько она помогает избежать сброса неочищенных стоков, сэкономить ресурсы и облегчить труд людей. Всё остальное – инструменты для достижения этой цели. И судя по последним проектам, наши коллеги из Китая, особенно с таким серьёзным бэкграундом, как у компании из Уси, это хорошо понимают.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 QJGZ53A-10(6)Взрывозащищенный и искробезопасный высоковольтный вакуумный электромагнитный пускатель для использования в горнодобывающей промышленности
QJGZ53A-10(6)Взрывозащищенный и искробезопасный высоковольтный вакуумный электромагнитный пускатель для использования в горнодобывающей промышленности -
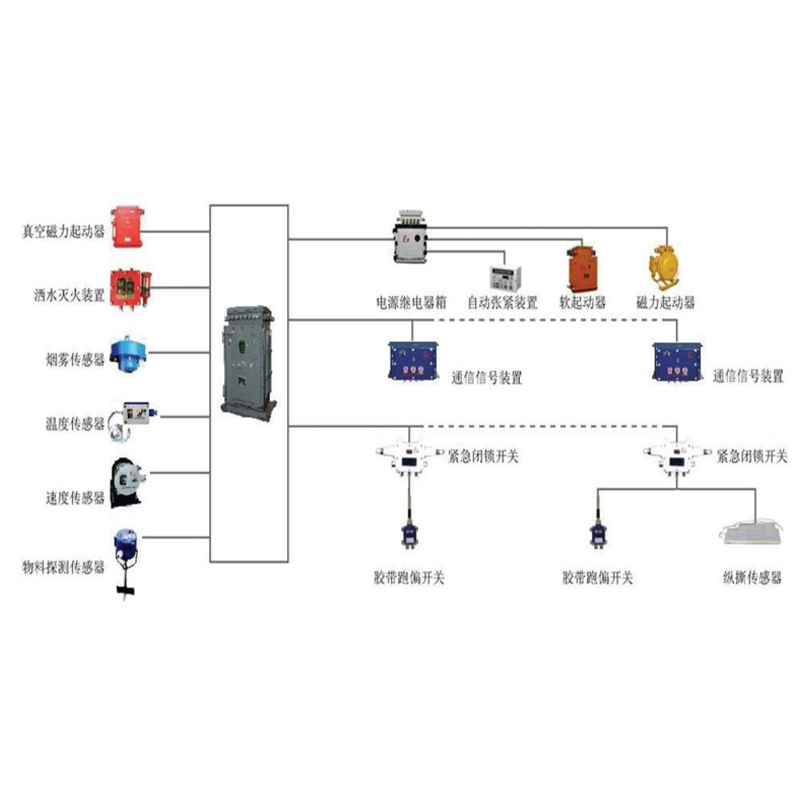 KXJ8 660 Система защиты и электрического управления ленточным конвейером
KXJ8 660 Система защиты и электрического управления ленточным конвейером -
 PJG53A-10(6)Взрывозащищенное и искробезопасное высоковольтное вакуумное устройство распределения мощности для использования в горнодобывающей промышленности
PJG53A-10(6)Взрывозащищенное и искробезопасное высоковольтное вакуумное устройство распределения мощности для использования в горнодобывающей промышленности -
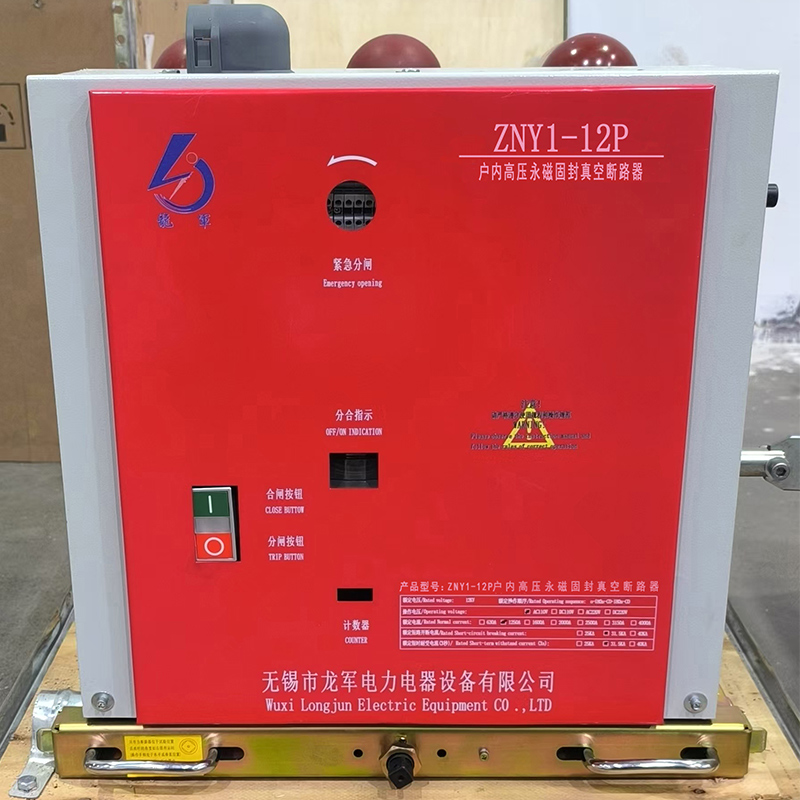 ZNY1 Высоковольтный вакуумный выключатель с постоянным магнитом и твердым уплотнением
ZNY1 Высоковольтный вакуумный выключатель с постоянным магнитом и твердым уплотнением -
 RNLJ-300S гидравлический источник масла электрическая система управления
RNLJ-300S гидравлический источник масла электрическая система управления -
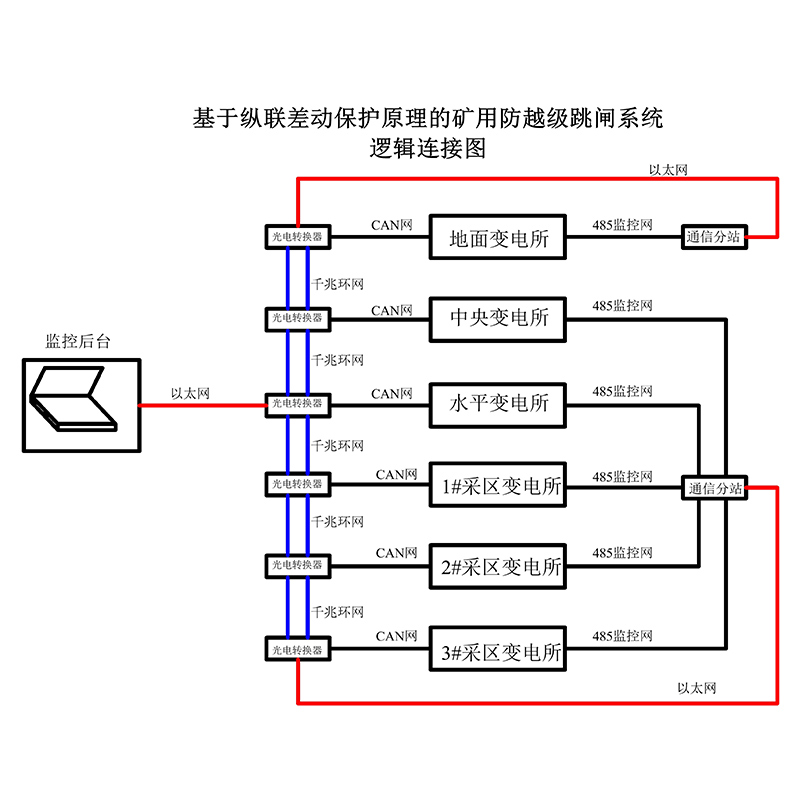
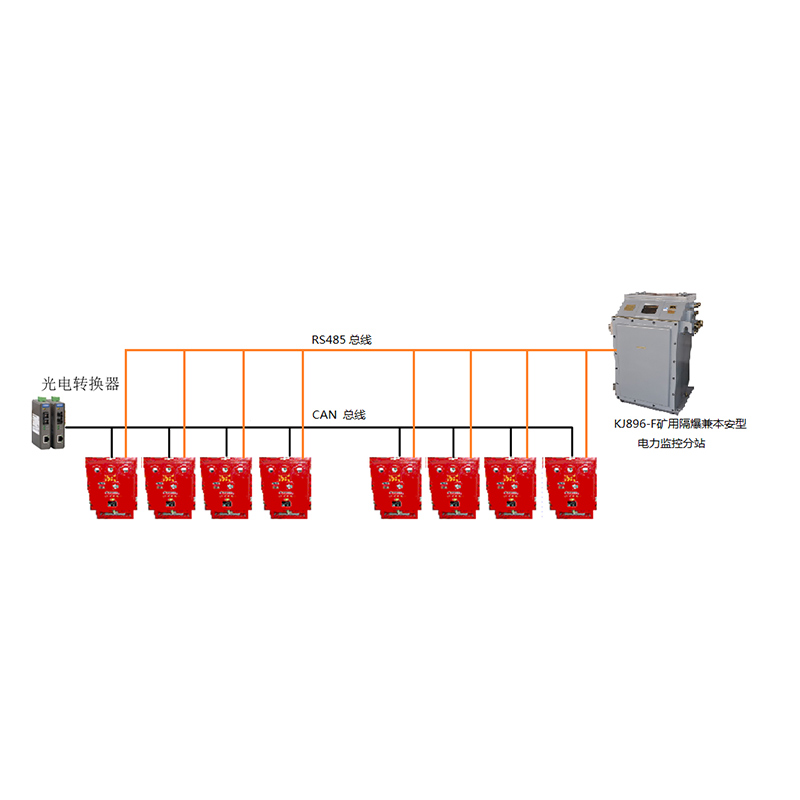 KJ896-F(A) Взрывозащищенная и искробезопасная подстанция мониторинга электропитания для использования в горнодобывающей промышленности
KJ896-F(A) Взрывозащищенная и искробезопасная подстанция мониторинга электропитания для использования в горнодобывающей промышленности -
 KJ896 Система мониторинга электропитания для угольных шахт
KJ896 Система мониторинга электропитания для угольных шахт -
 CZRN01-36 Интегрированный источник питания
CZRN01-36 Интегрированный источник питания -
 PJG53- 1250 Серия 10(6)Y Взрывозащищенное и искробезопасное высоковольтное вакуумное устройство распределения электроэнергии с постоянным магнитным механизмом для использования в горнодобывающей промышленности
PJG53- 1250 Серия 10(6)Y Взрывозащищенное и искробезопасное высоковольтное вакуумное устройство распределения электроэнергии с постоянным магнитным механизмом для использования в горнодобывающей промышленности -
 CZRN01-35 Автоматическая система управления очистными сооружениями
CZRN01-35 Автоматическая система управления очистными сооружениями -
 Комплексный защитный аппарат высокого напряжения
Комплексный защитный аппарат высокого напряжения -
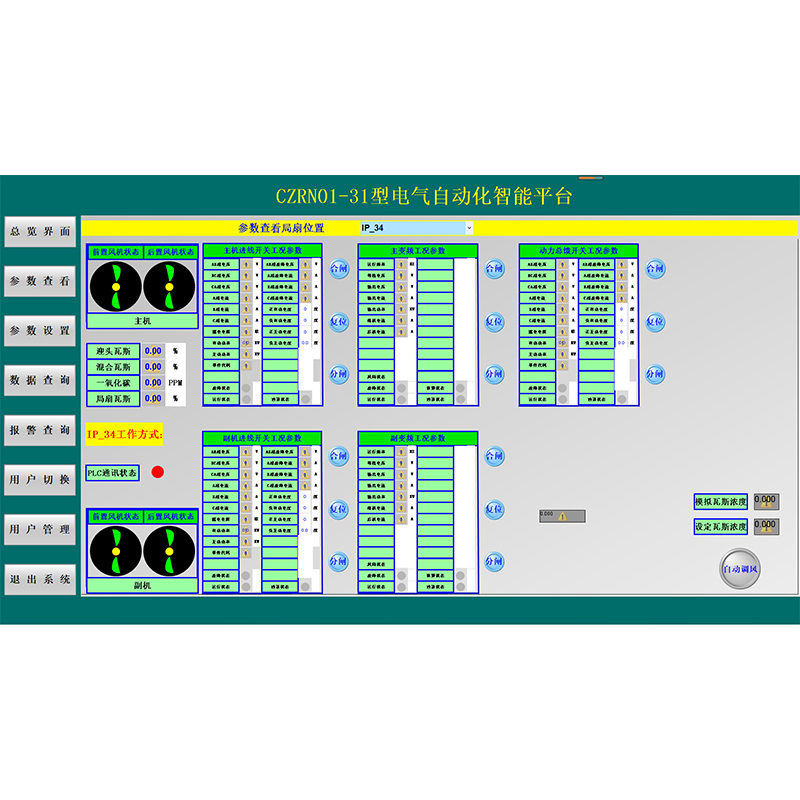 CZRN01-31 Интеллектуальная система управления вентилятором местной вентиляции
CZRN01-31 Интеллектуальная система управления вентилятором местной вентиляции
Связанный поиск
Связанный поиск- Отличный распределительный шкаф VRU
- OEM высокооткрытый комплексный протектор
- Китай распределительный шкаф 380в
- Поставщики силовых распределительных шкафов
- Оптовые высоковольтные распределительные устройства
- OEM распределительное устройство в сборе
- Контакторные пускатели из Китая
- Китай система онлайн-мониторинга и управления главным вентилятором
- Оптовая торговля блоками распределительных щитов
- OEM полная защита распределительного устройства