



Интеллектуальная система управления вентилятором местной вентиляции
Когда слышишь про интеллектуальную систему управления для местных вентиляторов, сразу представляешь что-то сверхсложное, с кучей датчиков и алгоритмов. Но на практике часто оказывается, что основная задача — не просто крутить лопасти, а точно реагировать на реальные условия в цеху, при этом не выходя за рамки разумного бюджета. Многие до сих пор путают такие системы с обычной автоматикой, а потом удивляются, почему ?умная? система жрёт энергию как не в себя или ломается от пыли. Сам через это проходил.
Что на самом деле скрывается за ?интеллектом?
Если отбросить маркетинг, то интеллектуальная система управления для местной вытяжки — это прежде всего гибкость. Не просто таймер или датчик движения, а связка из контроля воздуха, состояния оборудования и даже графика работы участка. Например, в окрасочной камере важно не только удалять пары, но и делать это с переменной скоростью, в зависимости от того, работает ли сейчас пульверизатор или просто сохнет изделие. Ставили как-то систему на одном из заводов — изначально заложили жёсткий режим, а потом выяснилось, что циклы покраски меняются ежедневно. Пришлось переписывать логику под более адаптивный сценарий.
Ключевой момент — обратная связь. Датчики загазованности, безусловно, нужны, но если они не интегрированы с управлением оборотами двигателя, то толку мало. Видел решения, где вентилятор просто включался на максимум при превышении порога и выключался после. Это вызывало резкие скачки нагрузки, да и шум был невыносимый. Постепенно пришли к плавному регулированию, с прогнозированием — скажем, если концентрация растёт медленно, то и вентилятор раскручивается постепенно. Экономия на электроэнергии в таких случаях достигала 30–40%, что для круглосуточных производств очень ощутимо.
Тут ещё важен вопрос надёжности. ?Умная? система — это не только софт, но и ?железо?, которое работает в условиях вибрации, влажности, химических паров. Как-то раз столкнулся с отказом частотного преобразователя на одном из химических предприятий — производитель сэкономил на защите платы от агрессивной среды. Пришлось экранировать, ставить дополнительные корпуса. Так что интеллект должен быть не только в алгоритмах, но и в исполнении.
Оборудование и интеграция: подводные камни
Выбор вентилятора и управляющей электроники — это отдельная история. Часто заказчики хотят взять дешёвый вентилятор и прикрутить к нему ?умный? блок, а потом удивляются, почему двигатель перегревается или не держит низкие обороты. Для местной вентиляции критична точность регулировки в низком диапазоне — чтобы не создавать избыточный сквозняк, но при этом эффективно удалять загрязнения. Тут хорошо показали себя двигатели с ECM-технологией, но они дороже. В некоторых проектах мы использовали решения от Компания Уси Лунцзюнь Электрик (ООО) — у них есть опытные образцы, адаптированные именно для сложных промышленных условий. Не скажу, что всё идеально, но по соотношению цена/надёжность неплохой вариант, особенно для предприятий с ограниченным бюджетом.
Интеграция с общей системой вентиляции здания — ещё одна головная боль. Локальная система должна ?общаться? с общеобменной, чтобы не создавать разряжение или избыточное давление. Приходилось настраивать приоритеты: например, при включении местного вытяжного зонта на сварочном посту, общеобменная вентиляция в этом пролёте немного снижала производительность. Без такой координации эффективность падала в разы. Кстати, сайт https://www.longjunpower-epct.ru иногда выкладывает технические заметки по подобным интеграциям — полезно посмотреть, как другие решают аналогичные задачи.
Нельзя забывать про монтаж и обслуживание. Самая продвинутая система умрёт, если датчики поставили не там, где нужно, или если их годами не чистить. У нас был случай на литейном участке — датчик запылённости забился полностью через месяц, система перешла в аварийный режим и включила вентиляцию на максимум постоянно. Хорошо, что вовремя заметили. Теперь всегда закладываем регулярную проверку и возможность ручного дублирования.
Программная часть: простота против функциональности
Интерфейс оператора — это отдельный вызов. Инженеры-разработчики любят навороченные панели с графиками и кучей настроек, а работнику цеха нужно нажать одну-две кнопки, чтобы всё работало. Находили компромисс: основные режимы (?Работа?, ?Стоп?, ?Авария?) вынесены на физические кнопки, а тонкая настройка — через парольный доступ для технолога. Важно, чтобы система могла запоминать сценарии. Например, для разных типов сварочных работ — разные профили скорости вытяжки. Это сокращает время перенастройки.
Диагностика и удалённый доступ. Современные системы позволяют подключаться через сеть, но на многих предприятиях опасаются выводить управление инженерными сетями в общий IT-контур. Приходилось организовывать изолированные сегменты или использовать модемы с SIM-картами для вывода данных только на мониторинговый пульт. Это добавляет затрат, но зато даёт возможность видеть проблемы заранее — например, рост вибрации подшипника вентилятора или постепенное снижение эффективности фильтра.
Обновления ПО. Казалось бы, мелочь, но на промышленном объекте обновить прошивку на двадцати вентиляторах — это целая операция с остановкой производства. Поэтому мы стараемся делать стабильные версии, которые не требуют частых изменений. И всегда оставляем возможность отката к предыдущей версии, если что-то пошло не так. Опыт предшественника компании, того самого филиала завода Луншань, здесь чувствуется — они всегда делали ставку на долговечность и ремонтопригодность, а не на сиюминутные новшества.
Экономика и эффективность: что показывают реальные цифры
Внедрение интеллектуальной системы управления всегда требует обоснования затрат. Самый простой аргумент — экономия электроэнергии. Но кроме этого, есть ещё снижение износа оборудования (плавный пуск, отсутствие перегрузок), уменьшение затрат на замену фильтров (потому что система может сигнализировать о загрязнении вовремя), и, что важно, соблюдение норм по охране труда. Штрафы за превышение ПДК в воздухе рабочей зоны могут быть огромными, и тут умная система выступает как страховка.
Окупаемость. Для малых предприятий это больной вопрос. Иногда дешевле поставить простую автоматику и платить больше за электричество, чем вкладываться в интеллектуальную систему. Но для средних и крупных производств, где местных вентиляционных установок десятки, окупаемость редко превышает 2–3 года. Особенно если учесть, что современные нормы по энергоэффективности ужесточаются, и старые методы просто не проходят проверку.
Пример из практики: модернизация вентиляции в сварочном цехе. Стояли обычные вытяжные зонты с двухскоростными двигателями. Работали почти постоянно на высокой скорости. После установки системы с датчиками дыма и интеграцией с расписанием работы постов, среднее время работы на высоких оборотах упало на 65%. Экономия на оплате электроэнергии покрыла затраты на оборудование менее чем за два года. И главное — мастера перестали жаловаться на сквозняки.
Взгляд в будущее и практические советы
Куда всё движется? Видится тенденция к более тесной интеграции с системами ?умного цеха? (Smart Factory). Вентилятор местной вентиляции будет не просто реагировать на датчики, но и получать данные из производственного планировщика — например, что через час на определённом станке начнётся работа с выделением вредностей, и можно заранее подготовить режим. Но это пока больше концепция, чем массовая практика.
Совет тем, кто только планирует внедрение. Не гонитесь за максимальной ?навороченностью?. Чётко определите, какие параметры вам действительно нужно контролировать (температура, загазованность, запылённость, шум), и подбирайте систему под эти задачи. Обязательно предусмотрите этап пусконаладки и обучения персонала. Самая частая ошибка — смонтировали, запустили и забыли. Система требует первоначальной тонкой настройки под конкретное помещение и технологию.
И последнее — не бойтесь начинать с пилотного проекта. Поставить одну интеллектуальную систему на один критичный участок, отработать на ней все нюансы, посчитать реальный эффект, а потом уже масштабировать. Это снижает риски и позволяет убедить скептиков в цехе. Как показывает практика, после того как рабочие видят, что стало тише, чище и нет диких счетов за электричество, сопротивление нововведениям исчезает. Да, и сотрудничество с проверенными поставщиками, которые понимают промышленную специфику, вроде Компания Уси Лунцзюнь Электрик (ООО), расположенной у подножия Хуэйшань, часто спасает от многих проблем — у них подход, унаследованный от оборонных заводов, где надёжность была на первом месте.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 LJZN01-12 Система автоматического управления скоростью ленточного конвейера с частотным преобразованием
LJZN01-12 Система автоматического управления скоростью ленточного конвейера с частотным преобразованием -
 ZNY1 Высоковольтный вакуумный выключатель с постоянным магнитом и твердым уплотнением
ZNY1 Высоковольтный вакуумный выключатель с постоянным магнитом и твердым уплотнением -
 GGD низковольтные стационарные распределительные устройства(6)
GGD низковольтные стационарные распределительные устройства(6) -
 PJG53A-10(6)Y Взрывозащищенный и искробезопасный механизм с постоянными магнитами Высоковольтное вакуумное устройство распределения электроэнергии для горной промышленности
PJG53A-10(6)Y Взрывозащищенный и искробезопасный механизм с постоянными магнитами Высоковольтное вакуумное устройство распределения электроэнергии для горной промышленности -
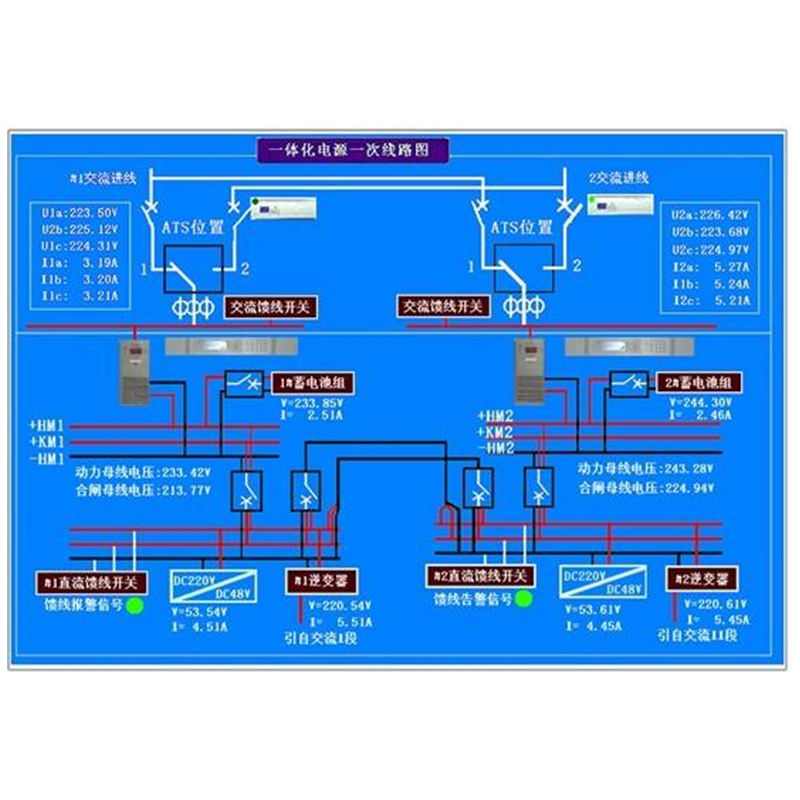 CZRN01-36 Интегрированный источник питания
CZRN01-36 Интегрированный источник питания -
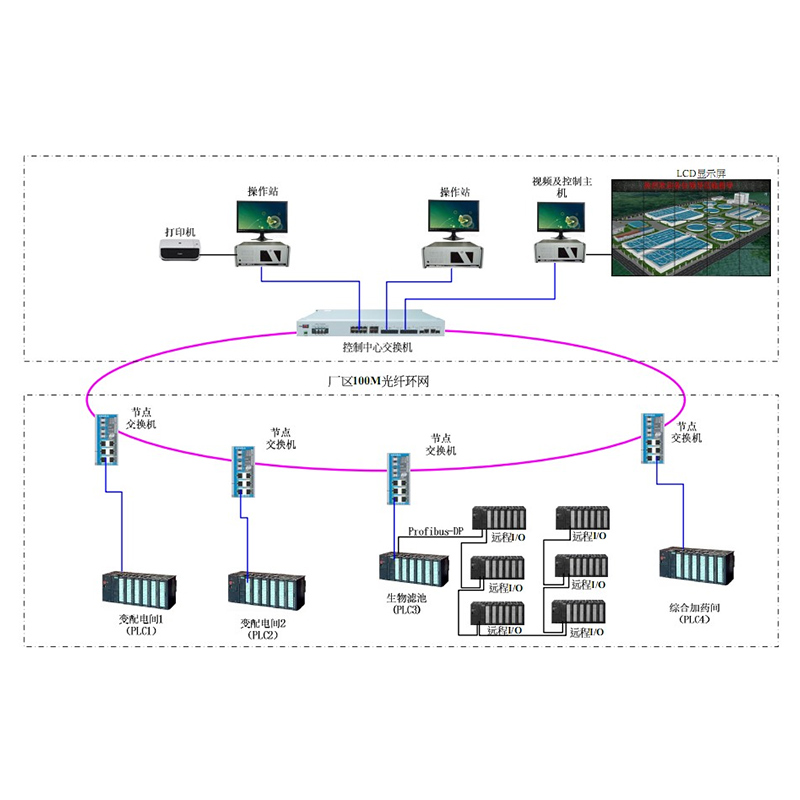 CZRN01-35 Автоматическая система управления очистными сооружениями
CZRN01-35 Автоматическая система управления очистными сооружениями -
 GKG-125010(6) высоковольтное вакуумное распределительное устройство общего типа для горной промышленности(2)
GKG-125010(6) высоковольтное вакуумное распределительное устройство общего типа для горной промышленности(2) -
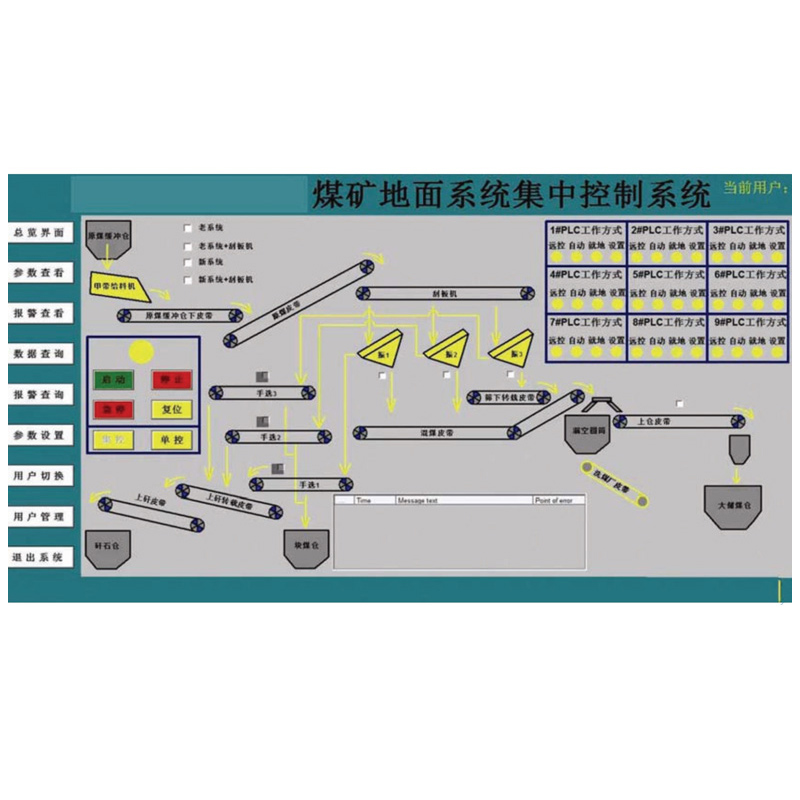 CZRN01-21 Централизованная система управления углеобогатительной фабрикой, централизованная система управления углепромывочной фабрикой
CZRN01-21 Централизованная система управления углеобогатительной фабрикой, централизованная система управления углепромывочной фабрикой -
 VS1G Высоковольтный вакуумный выключатель
VS1G Высоковольтный вакуумный выключатель -
 KXJ8 660 Система защиты и электрического управления ленточным конвейером
KXJ8 660 Система защиты и электрического управления ленточным конвейером -
 RNLJ-300S гидравлический источник масла электрическая система управления
RNLJ-300S гидравлический источник масла электрическая система управления -
 CZRN01-30 Система удаленного онлайн-мониторинга и контроля вентилятора бюро
CZRN01-30 Система удаленного онлайн-мониторинга и контроля вентилятора бюро
Связанный поиск
Связанный поиск- Дешевая централизованная система управления переработкой угля
- OEM распределительное устройство в сборе
- Централизованная система управления шахтным транспортом оптом
- Ведущее распределительное устройство 10 кВ
- Знаменитые шкафы распределительных пунктов
- Дешевые высоковольтные вакуумные электромагнитные пускатели
- Интегрированные защиты с высоким открытием в Китае
- Производители низковольтных распределительных шкафов
- Основной покупатель шин для распределительных щитов
- Отличный распределительный шкаф термоусадочный