



Защита ленточного конвейера и электронная система управления
Когда говорят о защите ленточного конвейера, многие сразу представляют себе аварийный шнур или датчики перекоса. Но на деле, особенно в связке с современной электронной системой управления, это куда более глубокая история. Частая ошибка — рассматривать защиту и управление по отдельности, как два независимых контура. В реальности их интеграция — это то, что определяет надежность всей линии. Я много раз видел, как на объектах ставят продвинутые ПЛК, но экономят на качественных датчиках защиты, или наоборот. Результат предсказуем: либо система ?слепа? к реальным механическим проблемам, либо она реагирует на каждую пылинку ложными остановками. Вот об этой связи, основанной часто на горьком опыте, и хочется порассуждать.
От простого к сложному: эволюция защиты
Начнем с основ. Классическая механическая защита — это, конечно, ленточного конвейера фундамент. Скоростные датчики, датчики обрыва ленты, схода полотна. Казалось бы, все просто. Но вот нюанс, который часто упускают при проектировании: место установки. Ставить датчик схода прямо после барабана? В теории логично. На практике — там самое большое вибрационное поле, особенно на тяжелонагруженных конвейерах. Резиновый амортизатор помогает, но не всегда. Помню случай на угольном разрезе, где из-за постоянной вибрации контакт датчика разбалтывался за пару месяцев. Приходилось переносить его на метр дальше, на более стабильный участок, жертвуя мгновенностью срабатывания, но выигрывая в стабильности. Это компромисс, который не найдешь в учебниках.
Еще один момент — пыль и влага. IP-рейтинг — это не просто цифра. В условиях, скажем, цементного завода, обычная пыль цемента — это не просто грязь. Она мелкодисперсная, наэлектризованная, забивается в любые неплотности. Корпуса датчиков, которые в каталоге выглядят герметичными, на деле могут иметь слабое место — кабельный ввод. Не раз видел, как конденсат или та же пыль через него проникали внутрь. Решение — дополнительная герметизация на месте, силиконовый герметик и правильная укладка кабеля петлей вниз. Мелочь? Да. Но именно такие мелочи определяют uptime системы.
А теперь о связи с электронной системой управления. Раньше сигнал от датчика шел напрямую на отключение двигателя через реле. Сейчас он почти всегда идет на вход контроллера. И здесь возникает задержка — сканирование цикла ПЛК. Для большинства аварий это некритично. Но для, например, датчика продольного разрыва ленты с металлическим тросом внутри, каждая миллисекунда на счету. Поэтому в действительно ответственных схемах до сих пор оставляют ?жесткое? релейное отключение по критическим сигналам, а ПЛК лишь фиксирует факт аварии и ее причину. Это и есть тот самый гибридный подход, где цифра не вытесняет аналог, а дополняет его.
Электронное управление: не только про алгоритмы
Современная электронная система управления конвейером — это уже давно не только пуск и стоп. Это плавный пуск, регулировка скорости, синхронизация нескольких приводов, мониторинг нагрузки. Тут многие производители, включая и нашу компанию ?Уси Лунцзюнь Электрик?, предлагают готовые решения. Но ключевой момент — адаптация. Готовый шкаф с частотными преобразователями — это лишь половина дела. Его нужно ?обучить? работе с конкретным конвейером.
Например, плавный пуск. Стандартный S-образный разгон хорош для равномерной нагрузки. Но если конвейер загружен неравномерно (скажем, после долгой остановки под завалом), тот же S-образный профиль может создать чрезмерное натяжение в точке схода с приводного барабана. Приходится настраивать индивидуальный профиль, иногда с начальным ?подрагиванием? для осадки материала. Это настройки, которые делаются на месте, методом проб. И здесь очень важна квалификация инженера-наладчика, который понимает и механику, и электрику.
Еще одна больная тема — обратная связь. Частотник считает, что двигатель вращается с заданной частотой. Но из-за проскальзывания ремня или самого конвейерного полотна реальная скорость ленты может отличаться. Для точного дозирования или синхронизации нужен дополнительный датчик скорости, установленный на ведомом валу или даже измеряющий саму ленту. И вот тут данные с этого датчика должны не просто отображаться на HMI, а замыкать контур управления. Настройка такого контура — отдельная задача, требующая времени. Были проекты, где мы отказывались от сложной ПИД-регулировки в пользу более простого, но надежного табличного управления по нескольким точкам — просто потому, что это оказалось стабильнее в условиях сильных внешних возмущений.
Интеграция: где рождается надежность
Итак, у нас есть ?железная? защита и ?умное? управление. Интеграция — это SCADA-система. Но не та, что просто рисует красивые мнемосхемы, а та, которая умеет логически связывать события. Простой пример: датчик перекоса сработал. На экране замигал аварийный сигнал. Это уровень первый. Уровень второй — система, анализируя данные с датчика нагрузки и камеры (если есть), понимает, что перекос вызван не механической неисправностью ролика, а локальным перегрузом одной из сторон конвейера из-за неправильной разгрузки. И не просто сигнализирует, а дает оператору рекомендацию: ?Проверить равномерность подачи с течки №3?. Для этого нужна не просто установка датчиков, а глубокое погружение в технологический процесс.
В наших проектах, которые мы реализуем, в том числе и как Компания Уси Лунцзюнь Электрик (ООО), мы всегда настаиваем на этапе детального обследования. Недостаточно знать длину и производительность конвейера. Нужно понимать характеристики транспортируемого материала (абразивность, влажность, температура), график работы (непрерывный, циклический), климатические условия. Наш сайт longjunpower-epct.ru — это по сути витрина, но реальная работа начинается с технического задания, которое мы составляем совместно с заказчиком, часто прямо на объекте. Наше наследие, идущее от филиала завода Луншань 9759-го завода НОАК, дисциплинирует в вопросах надежности: система должна работать не только в идеальных условиях лаборатории.
Провальный кейс, который многому научил: мы поставили систему для конвейера негабаритного камня. Датчики защиты — самые надежные, управление на базе топового ПЛК. Но не учли, что при падении крупного валуна на ленту возникает не только ударная нагрузка, но и сильная низкочастотная вибрация, которую датчик схода воспринял как длительный ?дребезг? полотна. Были ложные срабатывания. Пришлось дорабатывать логику в контроллере, вводя фильтр по частоте вибрации и привязку к сигналу с датчика удара. Теперь этот алгоритм — часть нашей стандартной библиотеки для тяжелых условий.
Программируемая логика против человеческого фактора
Можно создать идеальную систему с тройным резервированием. Но последнее звено — оператор. Одна из задач электронной системы управления — не заменить человека, а дать ему понятный инструмент и предотвратить его ошибки. Интерфейс должен быть интуитивным. Не просто ?Авария №0451?, а ?Сработал датчик обрыва ленты в точке 15, секция 2. Рекомендуется визуальная проверка перед повторным пуском?. Также важно разделение уровней доступа. Настройки коэффициентов ПИД-регулятора должны быть скрыты от обычного оператора.
Часто упускаемый аспект — журналирование. Хорошая система не только останавливает конвейер при аварии, но и записывает все параметры за 30-60 секунд до события: токи двигателей, скорости, статусы всех датчиков. Это бесценная информация для анализа. Как-то раз это помогло выявить постепенный износ подшипника на одном из роликов: за неделю до полного заклинивания в логах появились микроскачки тока привода в одном и том же месте трассы. Превентивное обслуживание спасло от многодневного простоя.
Здесь снова вспоминается наш подход в Компания Уси Лунцзюнь Электрик (ООО). Мы не просто продаем ?коробку?. Мы поставляем решение, в которое входит и обучение персонала, и разработка регламентов технического обслуживания именно под эту систему. Потому что даже лучшая защита может быть отключена ?на время? по приказу начальника смены, чтобы не останавливать план. И только понятная документация и донесение экономики простоя (который считается не только в часах, но и в стоимости незапланированного ремонта) могут это предотвратить.
Взгляд в будущее: предиктивная аналитика и не только
Сейчас много говорят об Индустрии 4.0 и предиктивном обслуживании. Применительно к защите ленточного конвейера это выглядит так: система на основе данных о вибрации роликов, температуре подшипников и изменении тока двигателя сама прогнозирует остаточный ресурс узлов и формирует заявку на замену. Это уже не фантастика. Но внедрение таких систем упирается в два момента: качество исходных данных (нужны очень хорошие датчики) и готовность предприятия к культуре работы по данным.
На мой взгляд, ближайший практический шаг — это не полный переход к предиктивке, а развитие диагностических функций в рамках уже существующих систем. Та же электронная система управления с частотным преобразователем может анализировать гармоники тока и косвенно судить о состоянии изоляции обмоток двигателя или дисбалансе ротора. Это можно реализовать уже сегодня без огромных вложений, просто заложив такую логику при программировании.
Итог прост. Защита ленточного конвейера и электронная система управления — это синергия. Механика дает надежность базиса, электроника — гибкость и интеллект. Но связывает их вместе не провода, а глубокое понимание технологии. Без этого понимания любая, даже самая дорогая система, превращается в груду металла и пластика, которая рано или поздно даст сбой. А наша задача, как инженеров, — сделать так, чтобы этого сбоя не произошло, или чтобы его последствия были минимальными. И это ежедневная работа, полная компромиссов, неочевидных решений и, что греха таить, иногда ошибок, на которых и учишься по-настоящему.
Соответствующая продукция
Соответствующая продукция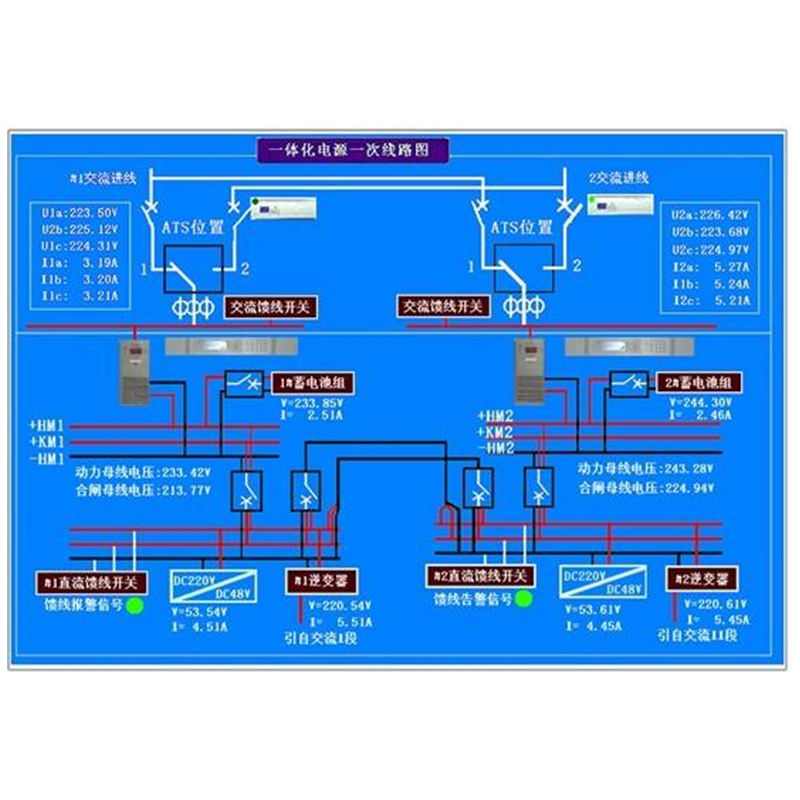


Самые продаваемые продукты
Самые продаваемые продукты-
 Комплексный защитный аппарат высокого напряжения
Комплексный защитный аппарат высокого напряжения -
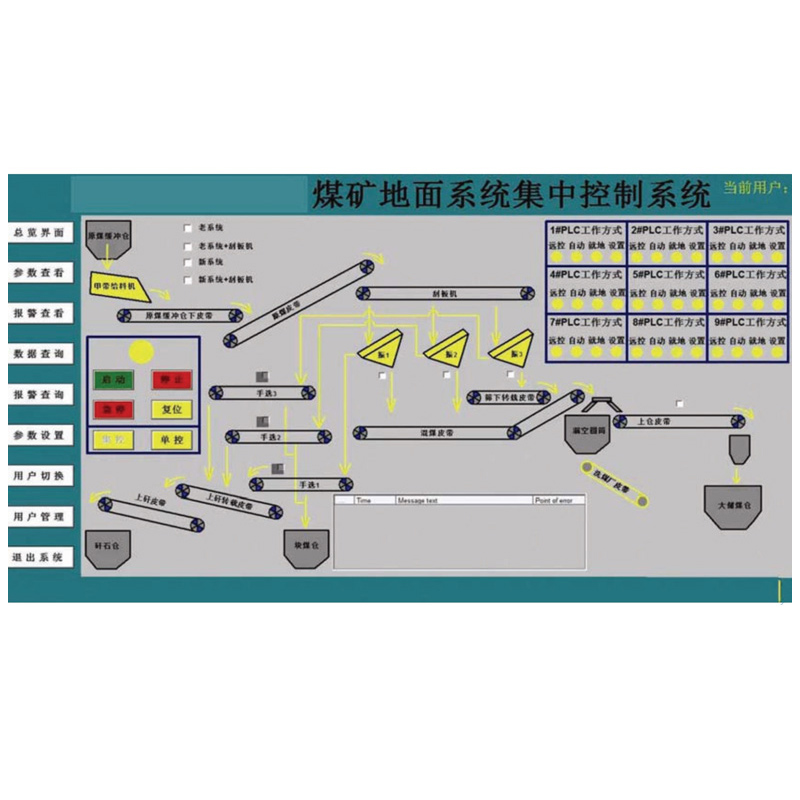 CZRN01-21 Централизованная система управления углеобогатительной фабрикой, централизованная система управления углепромывочной фабрикой
CZRN01-21 Централизованная система управления углеобогатительной фабрикой, централизованная система управления углепромывочной фабрикой -
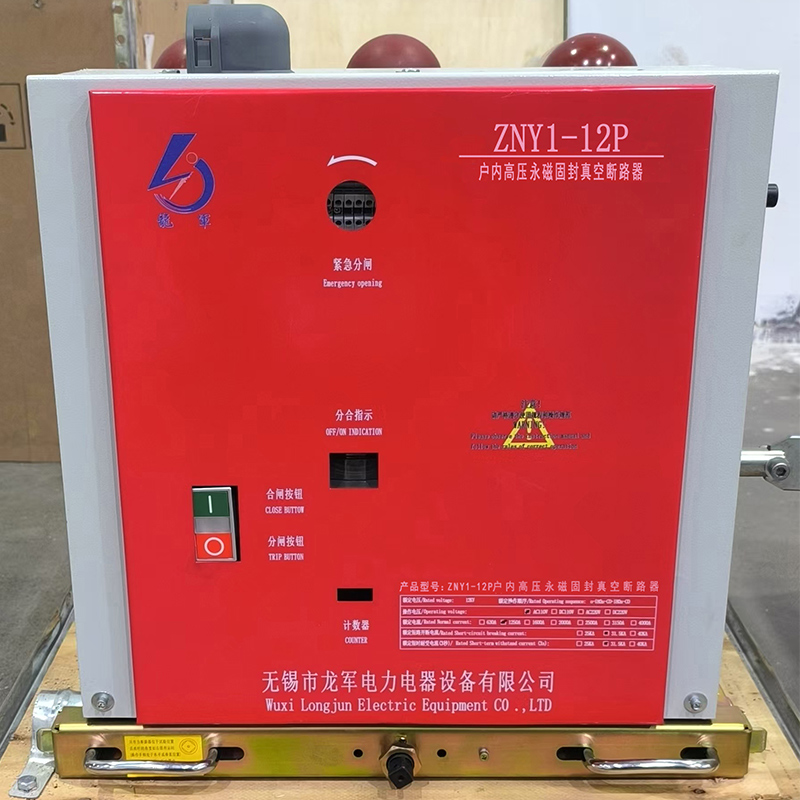 ZNY1 Высоковольтный вакуумный выключатель с постоянным магнитом и твердым уплотнением
ZNY1 Высоковольтный вакуумный выключатель с постоянным магнитом и твердым уплотнением -
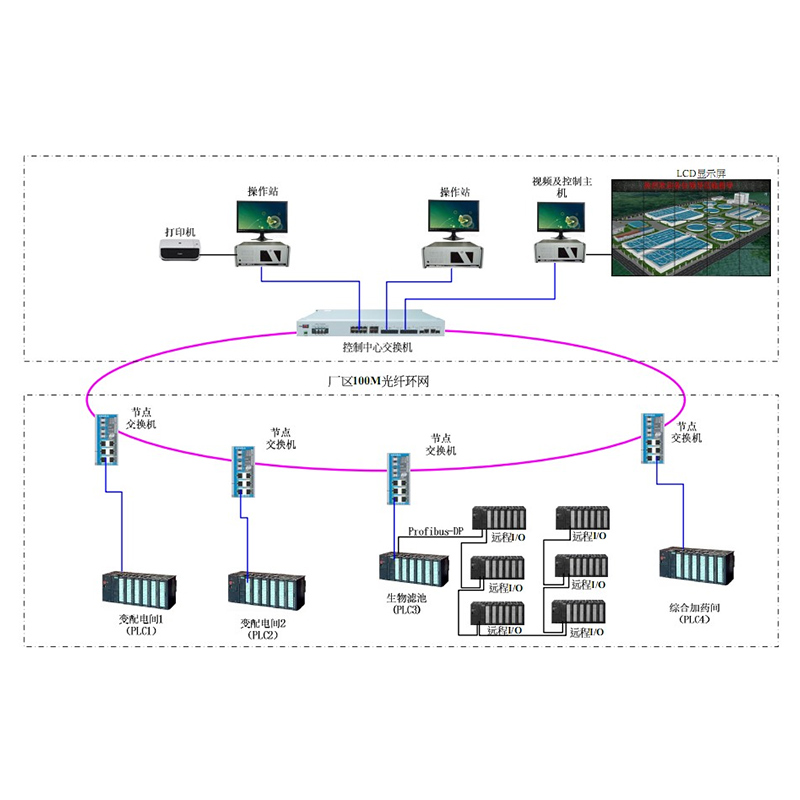 CZRN01-35 Автоматическая система управления очистными сооружениями
CZRN01-35 Автоматическая система управления очистными сооружениями -
 ZN3-10(6)Y Высоковольтный вакуумный выключатель с постоянным магнитным механизмом
ZN3-10(6)Y Высоковольтный вакуумный выключатель с постоянным магнитным механизмом -
 CZRN01-32 Система онлайн-мониторинга и контроля главного вентилятора
CZRN01-32 Система онлайн-мониторинга и контроля главного вентилятора -
 VS1G Высоковольтный вакуумный выключатель
VS1G Высоковольтный вакуумный выключатель -
 KXJ8 660 Система защиты и электрического управления ленточным конвейером
KXJ8 660 Система защиты и электрического управления ленточным конвейером -
 ZN3-10(6)Высоковольтный вакуумный выключатель
ZN3-10(6)Высоковольтный вакуумный выключатель -
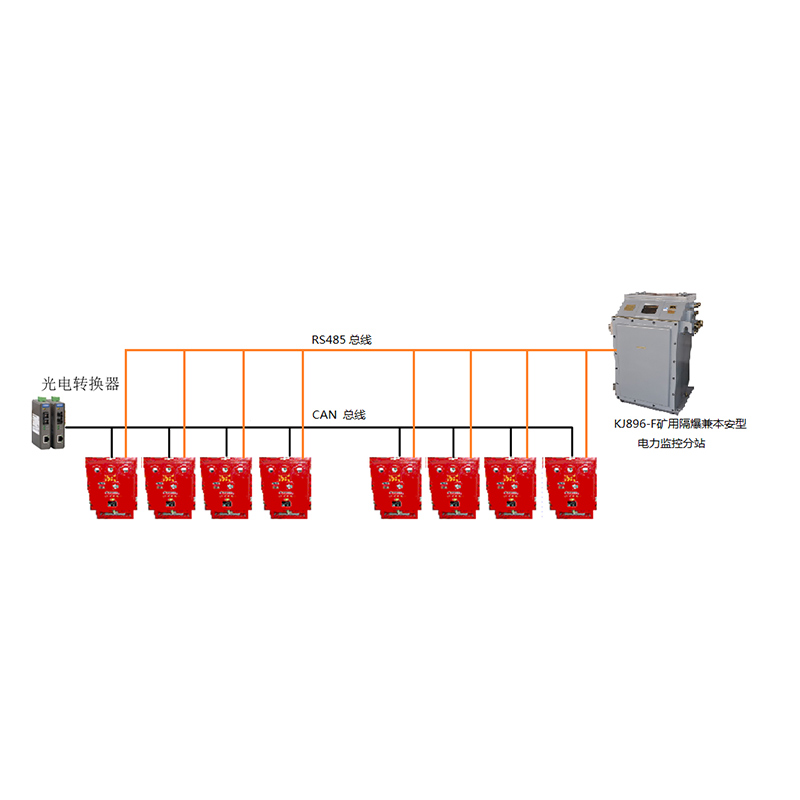
 KJ896 Система мониторинга электропитания для угольных шахт
KJ896 Система мониторинга электропитания для угольных шахт -
 GGD низковольтные стационарные распределительные устройства(6)
GGD низковольтные стационарные распределительные устройства(6) -
 MNS низковольтное выкатное распределительное устройство(5)
MNS низковольтное выкатное распределительное устройство(5)
Связанный поиск
Связанный поиск- Ведущий покупатель комплектных распределительных устройств
- Производитель распределительных шкафов шрс 1
- Дешевые гидравлический источник масла электрическая система управления
- пускатель 3
- Ведущий дренаж
- Купить стартер ПМ
- Ведущий онлайн мониторинг и управление
- Автоматическое регулирование скорости ленты
- Приобретение газоперекачивающей станции
- Приобретение системы онлайн мониторинга и управления для газоперекачивающей станции