



Автоматическая система управления очистными сооружениями
Когда слышишь ?автоматическая система управления очистными сооружениями?, многие сразу представляют себе идеальную картинку: щит с мигающими лампочками, ровные графики на экране, и всё работает само. На деле же, если ты реально сидел за таким щитом, знаешь — это часто история про постоянные ?но?. Про то, как теоретическая модель разбивается о реальный состав стоков, про датчики, которые врут после месяца работы в агрессивной среде, и про то, что логика ПЛК, написанная инженером-программистом, иногда совершенно не учитывает, как физически ведёт себя осадок в отстойнике в мороз. Вот об этих практических граблях и хочется порассуждать, отталкиваясь в том числе от опыта взаимодействия с поставщиками, такими как Компания Уси Лунцзюнь Электрик (ООО). Их подход, сформированный на базе опыта оборонного завода, часто чувствуется в акценте на надёжность ?железа? и резервирование, что для наших условий критически важно.
От идеи к железу: где кроются первые подводные камни
Начинается всё обычно с ТЗ. Заказчик хочет ?полную автоматизацию?, но под этим может подразумевать что угодно — от простой сигнализации переполнения до сложного адаптивного управления реагентным хозяйством на основе прогнозной аналитики. И вот здесь первый разлом. Часто проектировщики, даже хорошие, не до конца понимают технологический цикл конкретных очистных. Они ставят стандартный набор: датчики pH, растворённого кислорода, мутности, расходомеры. Но, например, для сооружений, куда поступают стоки с промплощадки с резко меняющимся составом, этого катастрофически мало. Нужны ещё и ОВП-метры, maybe анализаторы по аммонию, и самое главное — продуманная система отбора проб, иначе все эти датчики быстро покроются плёнкой и будут показывать ерунду.
В контексте выбора ?железной? части — контроллеров, шкафов, источников питания — мы как- раз и обратили внимание на Компанию Уси Лунцзюнь Электрик. Их сайт https://www.longjunpower-epct.ru не пестрит маркетинговыми обещаниями, но видно, что база — это серьёзный индустриальный подход, унаследованный от филиала завода Луншань. Для меня это был сигнал: люди знают, что такое работа в жёстких условиях и требования к отказоустойчивости. В автоматической системе управления очистными это ключевой момент — отказ датчика не должен приводить к остановке, а сбой питания — к потере данных и сбросу режимов. Их решения по ИБП и дублированию каналов связи выглядели убедительно.
Но вот что интересно: даже с самым надёжным аппаратным обеспечением, система часто спотыкается на моменте интеграции. Старые моторы насосов, которые не поддерживают плавный пуск, задвижки с изношенными приводами — всё это ?железо? получает сигналы от умной автоматической системы управления, но физически не может их точно исполнить. Получается цифровой приказ аналоговому миру. Приходится на этапе пусконаладки сильно корректировать логику, вводить дополнительные временные задержки, калибровать не по паспортным, а по реальным характеристикам оборудования. Это та самая ?грязь? проекта, которую не покажут в красивых презентациях.
Программная логика: когда алгоритм встречается с реальностью
Сердце системы управления очистными сооружениями — это, конечно, программная начинка. SCADA-система, база данных, алгоритмы ПИД-регулирования. Тут соблазн сделать всё по учебнику огромен. Выставил уставки по кислороду для аэротенка — и вперёд. Но жизнь вносит коррективы. Зимой биологическая активность илая падает, летом, наоборот, взлетает. Жёсткий ПИД-регулятор, настроенный на лето, зимой будет гонять воздуходувки впустую, сжигая кучу энергии. Нужна сезонная адаптация, причём не по календарю, а по косвенным признакам — по температуре смеси, по скорости потребления аммония.
Один из самых болезненных уроков был связан с управлением уплотнителями иловыми. Мы заложили логику откачки по уровню. Всё логично. Но не учли, что консистенция ила меняется в зависимости от нагрузки на метантенк и работы мешалок. В итоге, система, видя ?нужный? уровень, давала команду на откачку слишком жидкого ила, что потом било по эффективности обезвоживания. Пришлось вводить дополнительный контур обратной связи по плотности, а это — новые датчики, новые точки возможного отказа. Это тот случай, когда автоматическая система должна быть не просто исполнителем команд, а иметь зачатки ?понимания? технологии.
Здесь опять вспоминается про подход, который видится в продукции Уси Лунцзюнь Электрик. Их предшественник, филиал оборонного завода, наверняка сталкивался с подобными задачами: когда техническое решение должно работать не в идеальном вакууме, а в условиях неопределённости, переменных внешних факторов. Это мышление — проектировать системы с запасом и возможностью тонкой адаптации под конкретный объект — бесценно. На их сайте это прямо не написано, но читается между строк в описании решений для ответственных объектов.
Человеческий фактор: самый ненадёжный и самый необходимый элемент
Как ни крути, а полностью убрать человека из контура пока невозможно. Да и нужно ли? Оператор, даже при наличии супер-автоматической системы управления, — это глаза и уши. Он по едва уловимым признакам — запаху, цвету пены, звуку работы механизмов — может заметить неладное раньше, чем система выдаст аварию по формальным параметрам. Поэтому одна из ключевых задач при внедрении — не запугать персонал, а встроить его в новый процесс. Если система для него — чёрный ящик, который ещё и постоянно пищит, её начнут ненавидеть и обходить.
Мы на одном из объектов сделали ошибку: выдали операторам доступ только к мониторингу, а все управляющие команды запаролили на уровне инженеров. Результат — пассивность, потеря внимания, а когда случалась нештатная ситуация, оператор терялся, потому что не понимал логики действий системы. Пришлось переделывать интерфейс, вводить режимы ?советчика?, где система предлагает действия, а оператор их подтверждает. Это создало вовлечённость. Персонал стал изучать, почему система предлагает именно такие решения, начал задавать вопросы. Это был качественный скачок.
Интеграция с внешними поставщиками, такими как Уси Лунцзюнь Электрик, здесь тоже играет роль. Когда ?железо? и софт от разных вендоров, при возникновении проблемы начинается перекладывание ответственности. Поставщик контроллеров винит SCADA-разработчика, и наоборот. Поэтому важно, когда компания-поставщик, как эта, расположенная у подножия Хуэйшань, готова не просто продать шкаф, а нести ответственность за свою часть в рамках комплексного решения, оказывать поддержку на месте. Это снижает градус непонимания с персоналом.
Экономика и надёжность: вечный компромисс
Внедрение автоматической системы управления очистными сооружениями — всегда вопрос денег. И соблазн сэкономить велик. Можно поставить датчики подешевле, взять контроллеры попроще, сократить количество резервных каналов. В краткосрочной перспективе это работает. Но вот через два-три года начинается: постоянные внеплановые остановки на калибровку, замена вышедших из строя датчиков, простои из-за поломки единственного контроллера. Суммарные затраты за жизненный цикл зашкаливают.
Поэтому выбор в пользу решений, где заложен запас прочности, как у компаний с индустриальным бэкграундом, часто оправдан. Да, изначально вложения выше. Но когда идёт ливень, и нагрузка на КНС резко возрастает, или когда зимой в мороз отказывает один из модулей, а система продолжает работать на резервном, — вот тогда эти инвестиции окупаются сполна. Надёжность — это не про то, чтобы никогда не ломалось, а про то, чтобы ломалось предсказуемо и без катастрофических последствий.
В этом плане опыт, заложенный в основу Компании Уси Лунцзюнь Электрик (ООО), бесценен. Работа на оборонный сектор учит именно этому: система должна выполнять задачу при любых обстоятельствах. Для очистных сооружений, которые являются критически важным городским инфраструктурным объектом, такой подход — не роскошь, а необходимость. Их расположение у озера Тайху, региона с развитой промышленностью, тоже наводит на мысль, что они хорошо понимают экологические и технологические риски.
Взгляд вперёд: что ещё не решает даже хорошая автоматика
Несмотря на все успехи, есть области, где даже продвинутая система управления бессильна без более глубокой аналитики. Например, прогнозирование пиковых нагрузок на основе данных о погоде, графиков работы градообразующих предприятий. Или предиктивная аналитика поломок механического оборудования — насосов, воздуходувок — на основе вибродиагностики и анализа токовых нагрузок, интегрированная в общий контур управления. Пока это чаще всего разрозненные системы.
Другая боль — это калибровка. Датчики, особенно для анализа сложных сред, требуют частой поверки. Роботизированные системы калибровки in-situ — это следующий логичный шаг, но они дороги и капризны. Пока что это часто ручной труд лаборантов, и здесь разрыв между быстрым цифровым контуром управления и медленным лабораторным анализом остаётся узким местом. Автоматизация тут упирается в фундаментальные проблемы аналитической химии.
И, наконец, кибербезопасность. Чем более умной и связанной становится автоматическая система управления очистными сооружениями, тем более она уязвима. Это уже не изолированный сетевой сегмент с паролем ?12345? на SCADA. Внедрение промышленных MES-систем, выход в облака для аналитики — всё это открывает новые риски. И при выборе поставщиков, будь то для контроллеров или для систем связи, этот вопрос выходит на первый план. Надёжность теперь включает в себя и защищённость от внешних угроз, что опять же возвращает нас к важности серьёзных, проверенных партнёров в этой сфере.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 PJG53A-10(6)Y Взрывозащищенный и искробезопасный механизм с постоянными магнитами Высоковольтное вакуумное устройство распределения электроэнергии для горной промышленности
PJG53A-10(6)Y Взрывозащищенный и искробезопасный механизм с постоянными магнитами Высоковольтное вакуумное устройство распределения электроэнергии для горной промышленности -
 CZRN01-32 Система онлайн-мониторинга и контроля главного вентилятора
CZRN01-32 Система онлайн-мониторинга и контроля главного вентилятора -
 RNLJ-300S гидравлический источник масла электрическая система управления
RNLJ-300S гидравлический источник масла электрическая система управления -
 KJ896 Система мониторинга электропитания для угольных шахт
KJ896 Система мониторинга электропитания для угольных шахт -
 ZNY1 Высоковольтный вакуумный выключатель с постоянным магнитом и твердым уплотнением
ZNY1 Высоковольтный вакуумный выключатель с постоянным магнитом и твердым уплотнением -
 KXJ8660 Система автоматизации дренажа
KXJ8660 Система автоматизации дренажа -
 KYN28-12 а.с. металлическое закрытое бронированное распределительное устройство среднего напряжения(4)
KYN28-12 а.с. металлическое закрытое бронированное распределительное устройство среднего напряжения(4) -
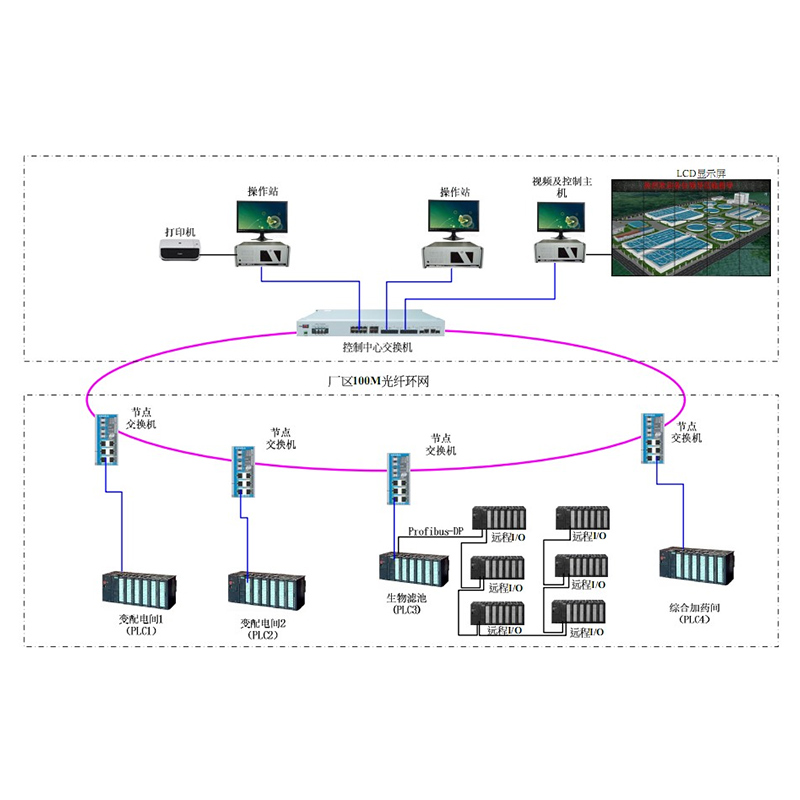 CZRN01-35 Автоматическая система управления очистными сооружениями
CZRN01-35 Автоматическая система управления очистными сооружениями -
 VS1G Высоковольтный вакуумный выключатель
VS1G Высоковольтный вакуумный выключатель -
 PJG53- 1250 Серия 10(6)Y Взрывозащищенное и искробезопасное высоковольтное вакуумное устройство распределения электроэнергии с постоянным магнитным механизмом для использования в горнодобывающей промышленности
PJG53- 1250 Серия 10(6)Y Взрывозащищенное и искробезопасное высоковольтное вакуумное устройство распределения электроэнергии с постоянным магнитным механизмом для использования в горнодобывающей промышленности -
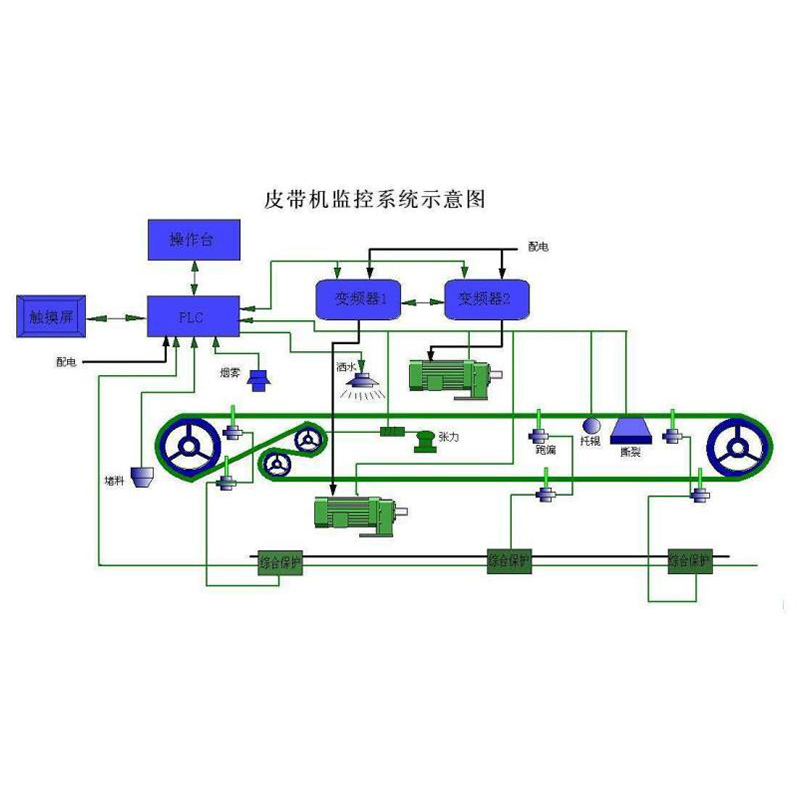 LJZN01-12 Система автоматического управления скоростью ленточного конвейера с частотным преобразованием
LJZN01-12 Система автоматического управления скоростью ленточного конвейера с частотным преобразованием -
 PJG53A-10(6)Взрывозащищенное и искробезопасное высоковольтное вакуумное устройство распределения мощности для использования в горнодобывающей промышленности
PJG53A-10(6)Взрывозащищенное и искробезопасное высоковольтное вакуумное устройство распределения мощности для использования в горнодобывающей промышленности
Связанный поиск
Связанный поиск- Оптовая продажа частотно-регулируемый привод
- Купить низковольтное распределительное устройство
- Производители вводно-распределительных шкафов
- Знаменитая шахтная взрывозащищенная и искробезопасная подстанция мониторинга электроэнергии
- Покупка этажей распределительного оборудования
- Отличный магнитный пускатель 220В
- Онлайн мониторинг и управление в Китае
- Купить источник питания
- Основные покупатели систем дистанционного онлайн-мониторинга и управления стационарными вентиляторами
- Основные страны-покупатели распределительных устройств в сборе